En lo que a torno se refiere, la manera de programar el ciclo fijo G84 para realizar un torneado de tramos curvos será de la siguiente forma:
Programa ejemplo
N020 G54 N030 G95 G96 S1000 T1 D1 M4 N040 G92 S2000 N050 G0 G90 X34 Z0 N55 G1 X-1.6 F0.2 N57 G0 Z1 N59 G0 X32 N60 G84 X0 Z0 Q30 R-15 C1 L0.2 M0.2 H0 I0 K-15 N70 G0 X200 Z200 N80 M30
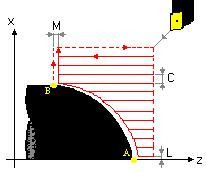
X Es la cota X del punto A
Z Es la cota Z del punto A
Q Es la cota X del punto B (en diámetro o radio, depende como estemos trabajando)
R Es la cota Z del punto B
C Es el valor de la pasada máxima (expresada en radio).
D Distancia de seguridad del retroceso de la herramienta. no es necesario programarla. Si utilizamos el parámetro D asignandole un valor distinto a 0, la herramienta realiza la retirada a 45º.
L Exceso de material a dejar según el eje X. Se programa en radio. Si no se programa asume el valor de cero.
M Exceso de material a dejar según el eje Z. Se programa en radio. Si no se programa asume el valor de cero.
F Velocidad de avance de la pasada final de desbaste. Si no se programa F no habrá pasada.
H Velocidad de avance de la pasada de acabado.Si no se programa F no habrá pasada.
I Indica la distancia desde el punto A al centro, según el eje X.
K indica la distancia desde el punto A al centro, según el eje Z.
(Programa realizado para control FAGOR 8050T)
Hola me gustaria k me ayudaras viendo cual es el error de esta programacion es en la linea n170
N010 (ORGX54=0, ORGZ54=100)
N020 G54
N030 G90 G94 S500 T1 D1 M4
N040 G00 X41 Z5
N050 G81 X30 Z-68 Q40 R-68 C2 D1 L0.1 M0.1 F0.05 H0.05
N060 G00 X41 Z5
N070 G81 X26 Z-43 Q30 R-43 C2 D1 L0.1 M0.1 F0.05 H0.05
N080 G00 X41 Z5
N090 G81 X16 Z-28 Q26 R-28 C2 D1 L0.1 M0.1 F0.05 H0.05
N100 G00 X41 Z5
N110 G81 X10 Z-10 Q16 R-10 C2 D1 L0.1 M0.1 F0.05 H0.05
N120 G00 X41 Z5
N130 G81 X26 Z-43 Q30 R-68 C2 D1 L0.1 M0.1 F0.5 H0.05
N140 G00 X41 Z5
N150 G84 X16 Z-28 Q26 R-33 C2 D1 L0.1 M0.1 F0.05 H0.05 I5 K0
N160 G00 X41 Z5
N170 G84 X10 Z-10 Q13 R-13 C2 D1 L0.1 M0.1 F0.05 H0.05 I3 K0
Hola anónimo,
El problema que tienes es que no mecanizas bien el arco en la última línea de código.
La última línea de código debería ser así:
N170 G84 X10 Z-10 Q16 R-13 C2 D1 L0.1 M0.1 F0.05 H0.05 I3 K0
Si te fijas, cuando utilizas la función G84 en el control FAGOR 8055T, verás que para comprobar que tienes bien puestos los puntos del radio debes hacer lo siguiente:
La diferencia entre el parámetro X y el parámetro Q debe ser siempre la de el doble del radio que vayas a mecanizar, ya que esos parámetros hacen referencia a la cota X de tu inicio y final del arco.
En las cotas Z y R nunca tendrà problemas, porque la diferencia entre estos parámetros equivale al radio que quieres mecanizar.
Un saludo y si no lo ves claro (ya que a veces me suelo explicar un poquito mal) me lo comentas.
hola!!. me dejaron hacer unas piezas con los ciclos fijos pero el simulador que tengo no me funciona con los ciclos, no se si me podrás ayudar a conseguir un simulador que si me funcione por favor. Te lo agradeceré.
hola que tal, disculpa yo tengo un problema con el codigo para el roscado rigudo en un centro de maquinado de la marca HARDINGE , me podrias apoyar con el codigo;
saludos y gracias: