Calibrando herramienta en cota Z (Parte I) en una fresadora CNC con control FAGOR 8055 M
Tenemos en nuestra fresadora control FAGOR 8055M dos herramientas colocadas en el tren de herramientas. La que ocupa la primera posición es una fresa de Ø10 mm y longitud 110.5 mm, la que ocupa la segunda posición es una broca de diámetro 8 mm y de longitud 95.2 mm. Antes de continuar, aclararé el concepto de longitud de una herramienta. Cuando decimos longitud de la herramienta, nos estamos refiriendo a la cota H que indica la siguiente ilustración:
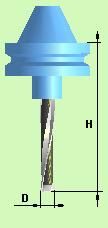 Cuando digamos longitud de la herramienta, siempre nos referiremos a la distancia existente entre la base donde se inicia el cono en el portaherramientas hasta la punta de la herramienta. De hecho, cuando el control trabaja en G43 (compensación de longitud de la herramienta), él trabaja con esa cota.
Cuando digamos longitud de la herramienta, siempre nos referiremos a la distancia existente entre la base donde se inicia el cono en el portaherramientas hasta la punta de la herramienta. De hecho, cuando el control trabaja en G43 (compensación de longitud de la herramienta), él trabaja con esa cota.
Primero calibraremos la herramienta T1 (fresa Ø10 mm) en el corrector D1. A continuación un vídeo que nos muestra el envío a cero de referencia de la máquina, y seguidamente realiza el cambio de herramienta con su correspondiente corrector. La secuencia de teclas que se utiliza es la siguiente:
PARA ENVIAR A CERO DE REFERENCIA: Main Menu –>Jog–>Reference Search–>All–> (botón verde de Start).
PARA REALIZAR EL CAMBIO DE HERRAMIENTA: Main menu–>Jog–>MDI–>T1D1M6–> (botón verde de Start).
Para ver el vídeo en mejor calidad poner en pantalla completa y HD
Ver en YouTube: http://www.youtube.com/watch?v=3EirP6jvw8M