Contorno, cajeado y taladrado en fresadora CNC con control SINUMERIK 840D
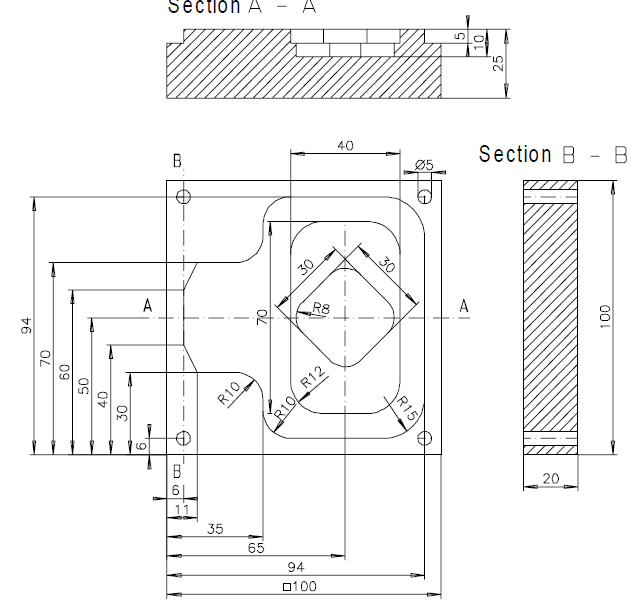
Este es un ejemplo calcado de esta entrada. La pieza es la misma pero el control es diferente. En este caso se trata de una fresadora CNC con control SINUMERIK 840D. Veréis que para realizar los mismos mecanizados se utilizan funciones completamente diferentes.
Con esta entrada lo que se pretende enseñar es lo diferente que puede llegar a ser un programa en función del control en el que se trabaje. En el mundo de la programación CNC es casi imposible controlar a la perfección todos los controles, ya que existen una gran variedad de ellos.
Aquí os dejo con la entrada. Podéis comparar los programas para ver las diferencias.
El programa
&G54
%_N_9_MPF
;$PATH=/_N_WKS_DIR/_N_9_WPD
N0010 G94
N0015 M5
N0020 M9
N0025 G54
N0030 T5 D1
N0035 M6
N0040 S1300 M3
N0045 G0 Z50
N0050 G0 X118 Y85
N0055 G0 Z2
N0060 G1 Z-5 F300 M7
N0065 G41 G0 X112 Y73
N0070 G3 X94 Y55 I0 J-18 F200
N0075 G1 Y21
N0080 G2 X79 Y6 I-15 J0
N0085 G1 X45
N0090 G2 X35 Y16 I0 J10
N0095 G1 Y20
N0100 G3 X25 Y30 I-10 J0
N0105 G1 X11
N0110 G1 X6 Y40
N0115 G1 Y60
N0120 G1 X11 Y70
N0125 G1 X25
N0130 G3 X35 Y80 I0 J10
N0135 G1 Y84
N0140 G2 X45 Y94 I10 J0
N0145 G1 X79
N0150 G2 X94 Y79 I0 J-15
N0155 G1 Y50
N0160 G3 X112 Y32 I18 J0
N0165 G40
N0170 G0 Z20
N0175 G0 X65 Y50
N0180 POCKET3(20,0,2,-5,40,70,12,65,50,0,7,0,0,200,60,2,11,12.8) {Cajera rectangular.
N0185 G0 Z100
N0190 M5
N0195 M9
N0200 T2 D1
N0205 M6
N0210 S1600 M3
N0215 G0 X65 Y50
N0220 G0 Z50
N0225 G0 Z2 M7
N0230 ATRANS X65 Y50 {Desplazamiento punto cero.
N0235 AROT RPL=45 {Giro en el plano de trabajo.
N0240 G0 Z-3
N0245 POCKET3(3,-3,2,-10,30,30,8,0,0,0,7,0,0,200,60,2,11,8) {Cajera rectangular.
N0250 TRANS {Desplazamiento punto cero absoluto.
N0255 G0 Z100
N0260 M5
N0265 M9
N0270 T8 D1
N0275 M6
N0280 S1100 M3
N0285 G0 X65 Y50
N0290 G0 Z50
N0295 G0 X20 Y-12
N0300 G0 Z2
N0305 G1 Z-5 F300 M7
N0310 G1 Y7 F150
N0315 G1 X0
N0320 G1 Y15
N0325 G0 Z2
N0330 G0 X-20 Y88
N0335 G1 Z-5
N0340 G1 X17
N0345 G1 Y100
N0350 G1 X-12
N0355 G0 Z100
N0360 M5
N0365 M9
N0370 T4 D1
N0375 M6
N0380 S2800 M3
N0385 G0 X-12 Y100
N0390 G0 Z50
N0395 G0 X6 Y6
N0400 F40
N0405 G0 Z20
N0410 MCALL CYCLE82(20,-5,2,,3,0) {Ciclo taladrado, punteado, avellanado.
N0415 HOLES2(50,50,62.225,45,90,4) {Matriz de agujeros a puntear.
N0420 MCALL { Fin de repetición.
N0425 G0 Z100
N0430 M5
N0435 T3 D1
N0440 M6
N0445 S1600 M3
N0450 F70
N0455 G0 Z20
N0460 MCALL CYCLE83(20,-5,2,,26,,15,3,1,1,1,1) {Ciclo de taladrado profundo.
N0465 HOLES2(50,50,62.225,45,90,4){ Matriz de agujeros a taladrar.
N0470 MCALL {Fin de repetición.
N0475 G0 Z100
N0480 M5
N0485 M5
N0490 M30
{kind=link}