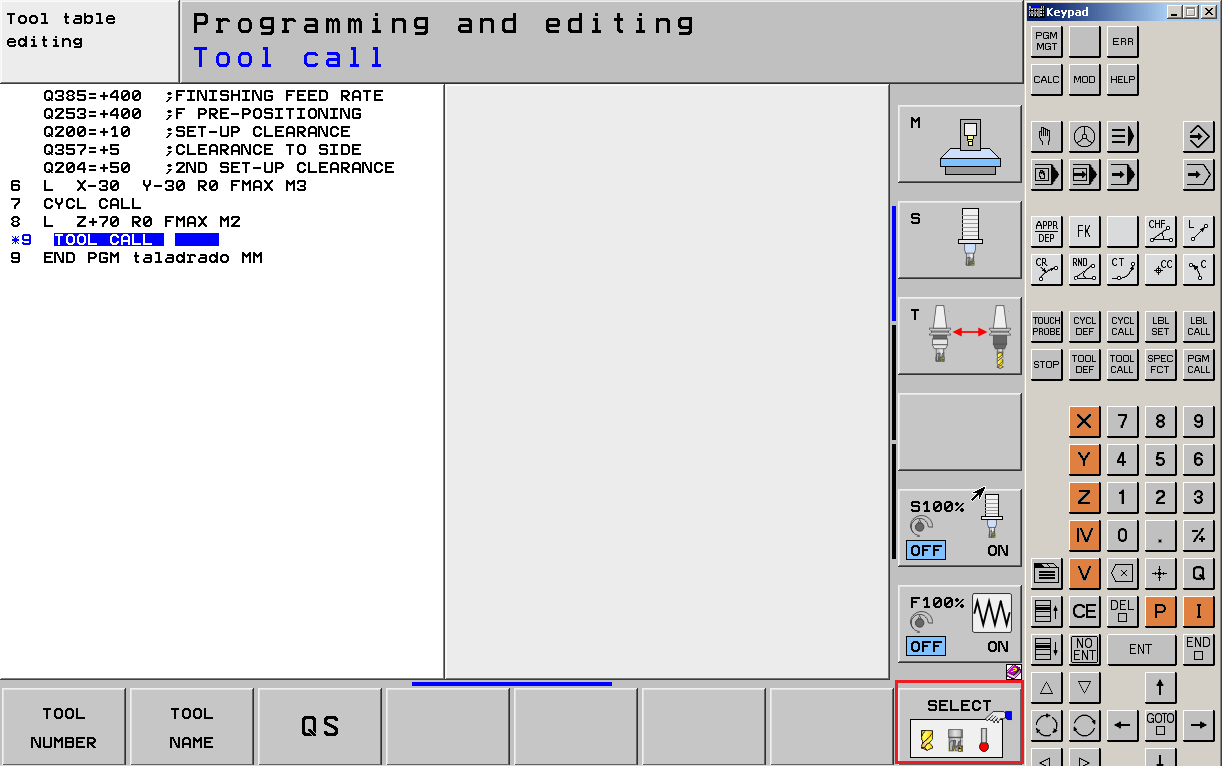
En esta entrada verremos el ciclo de taladrado CYCLE 203. Para empezar definiremos la herramienta en la tabla de herramientas. Loharemos presionando el botón TOOL CALL y después SELECT.
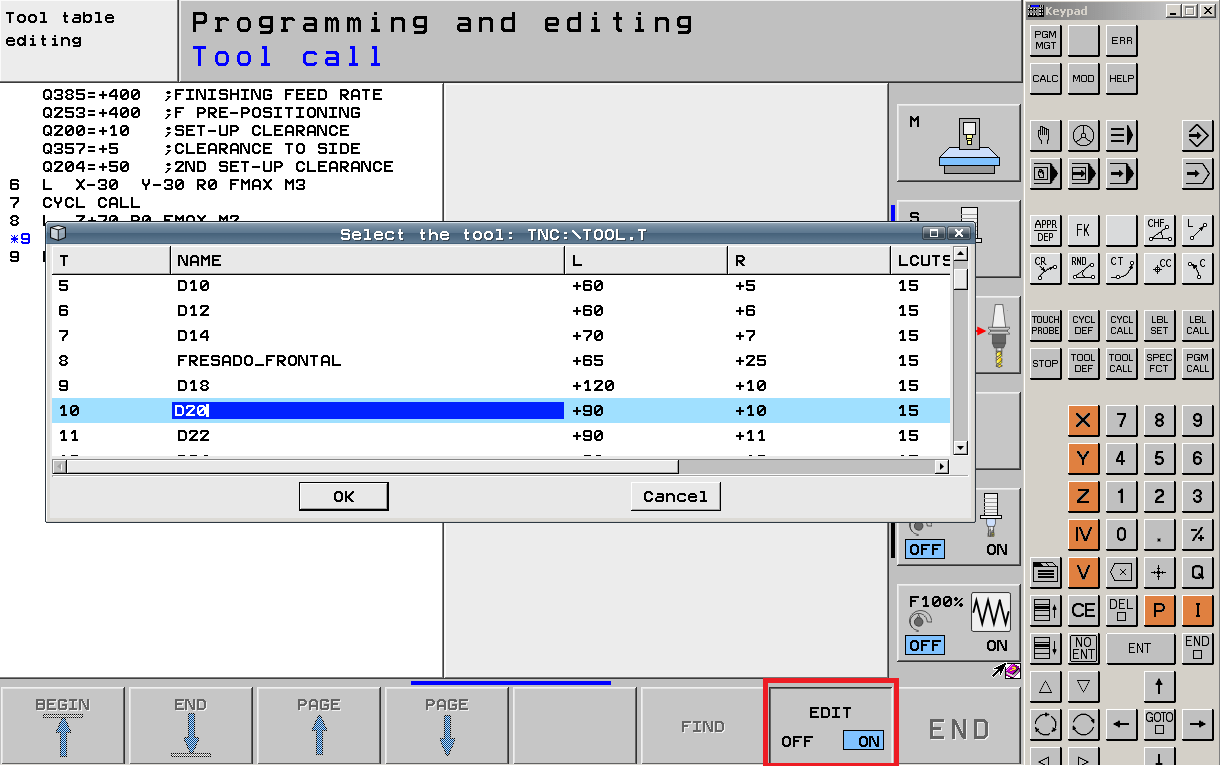
Ahora habrá que seleccionar, por ejemplo, la posición 10 de la tabla de herramientas. Cambiar EDIT a ON en las teclas programables.
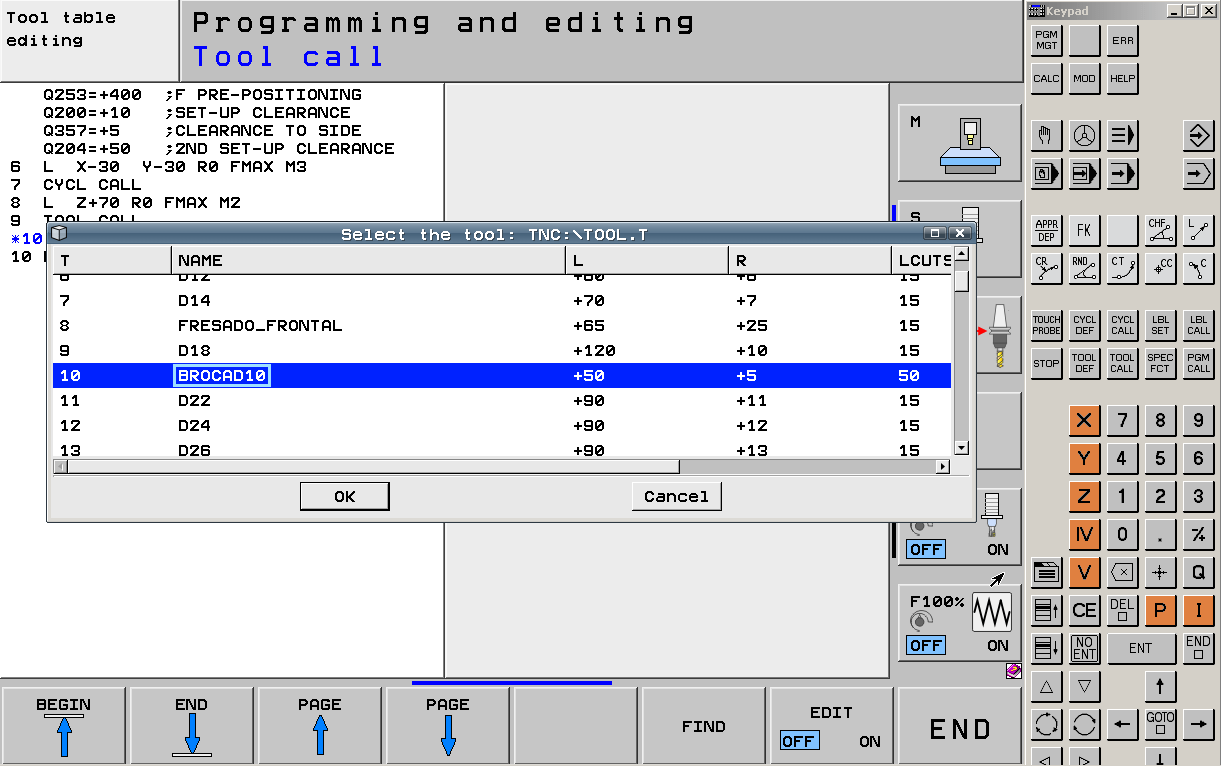
Ponemos el nombre brocaD10, longitud 50 mm. LCUTS 50
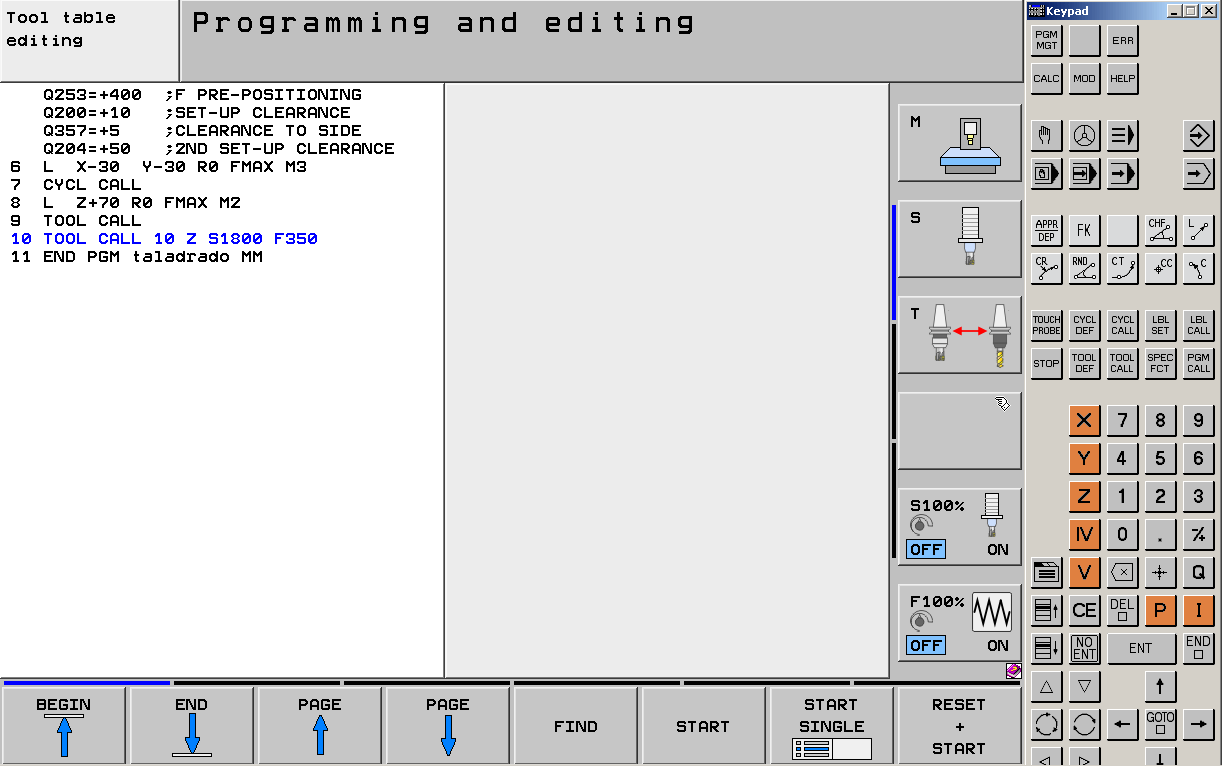
Aceptamos y seguimos introduciendo los parámetros Z S1800 y F350.
Ahora posicionamos la herramienta programando dos movimientos, primero en Z y luego en el plano XY.
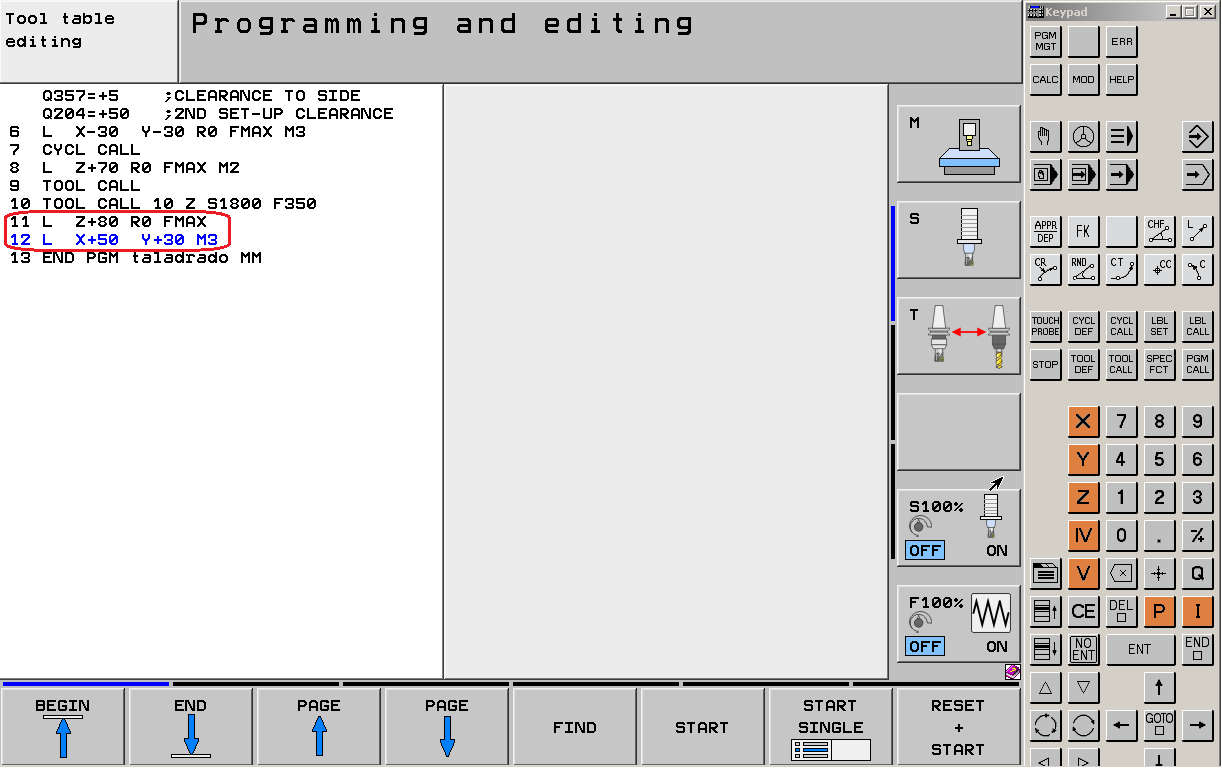
Pesionar la tecla L y poner Z80 R0 FMAX. En la siguiente línea presionamos de nuevo la tecla L y ponemos X50 Y30 M3
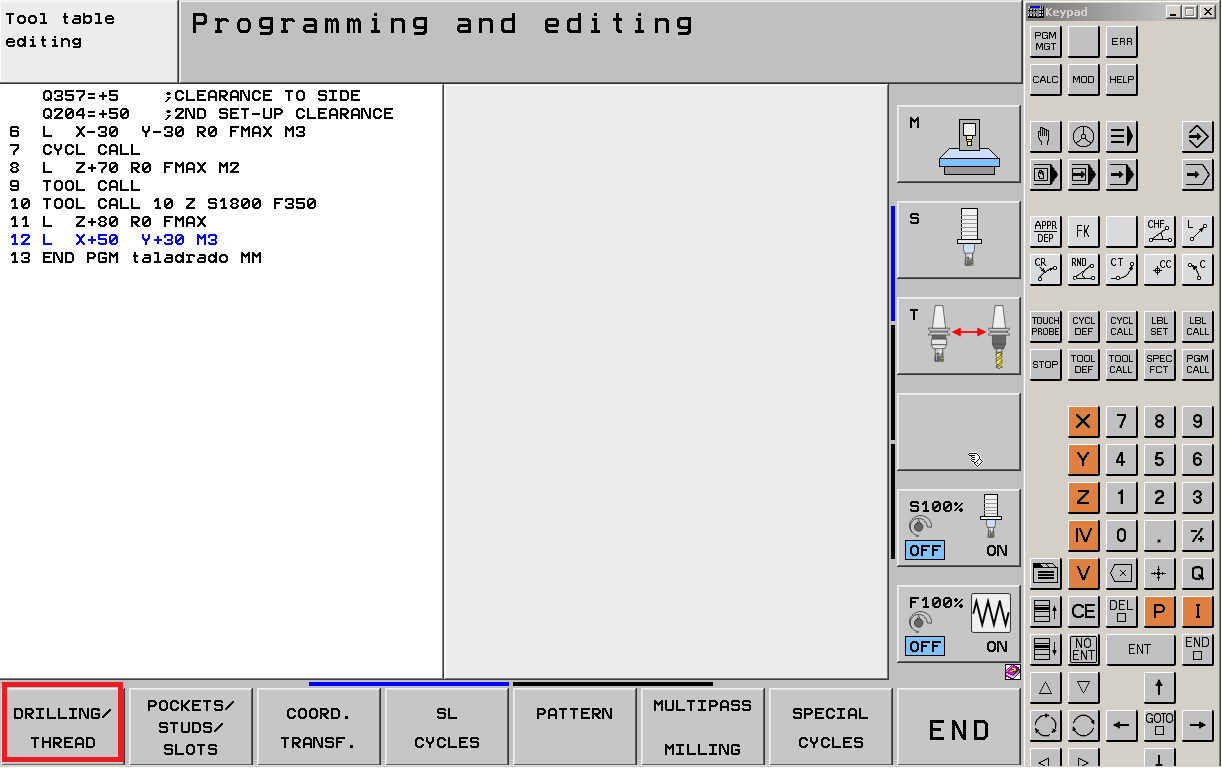
Llegados a este punto nos toca definir el ciclo. Presionamos la tecla CYCL DEF y seleccionamos DRILLING/THREAD
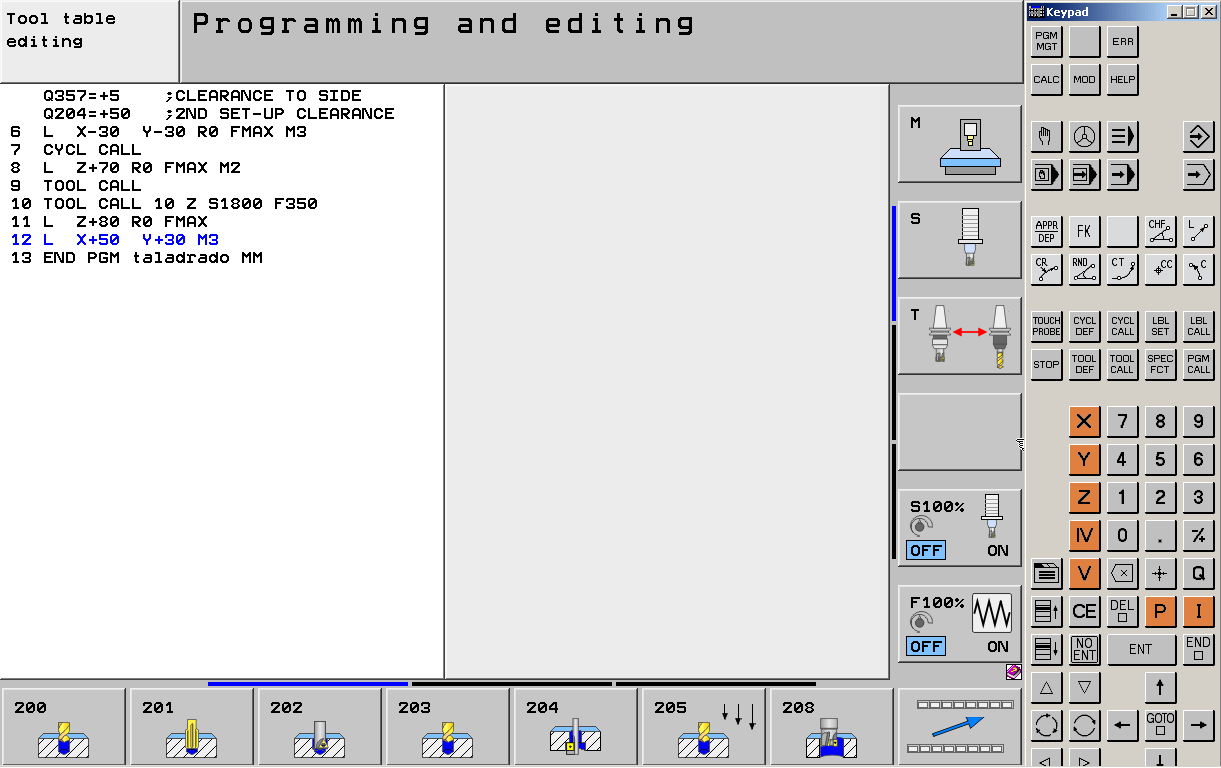
Seleccionamos el ciclo 203.
A continuación obtenemos un listado de parámetros del ciclo de taladrado. El primero de todos es Q200. Este parámetro indica la distancia en Z desde la punta de la herramienta hasta el top del material.
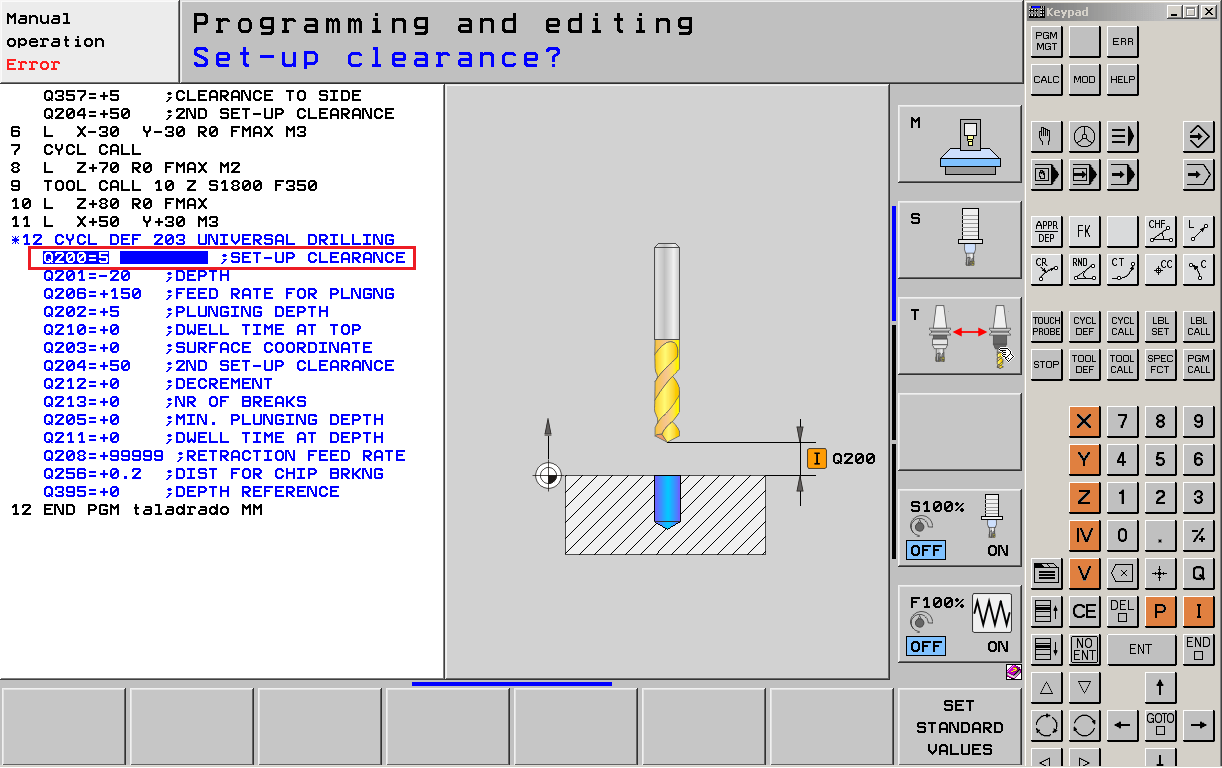
Introducimos el valor 5 + ENT.
El siguiente parámetro hace referencia a la profundidad del taladrado. Es el Q201.
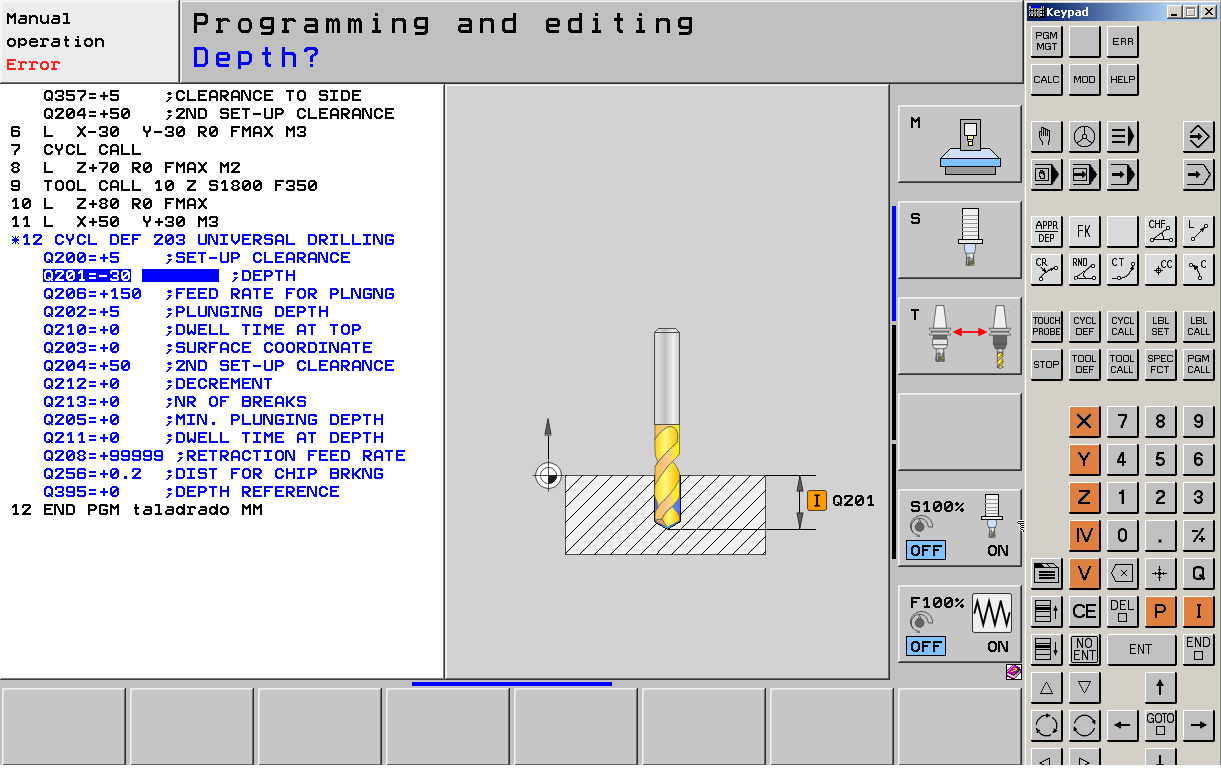
Introducimos el valor -30 + ENT.
Q206 es la velocidad de avance en la penetración de la broca.
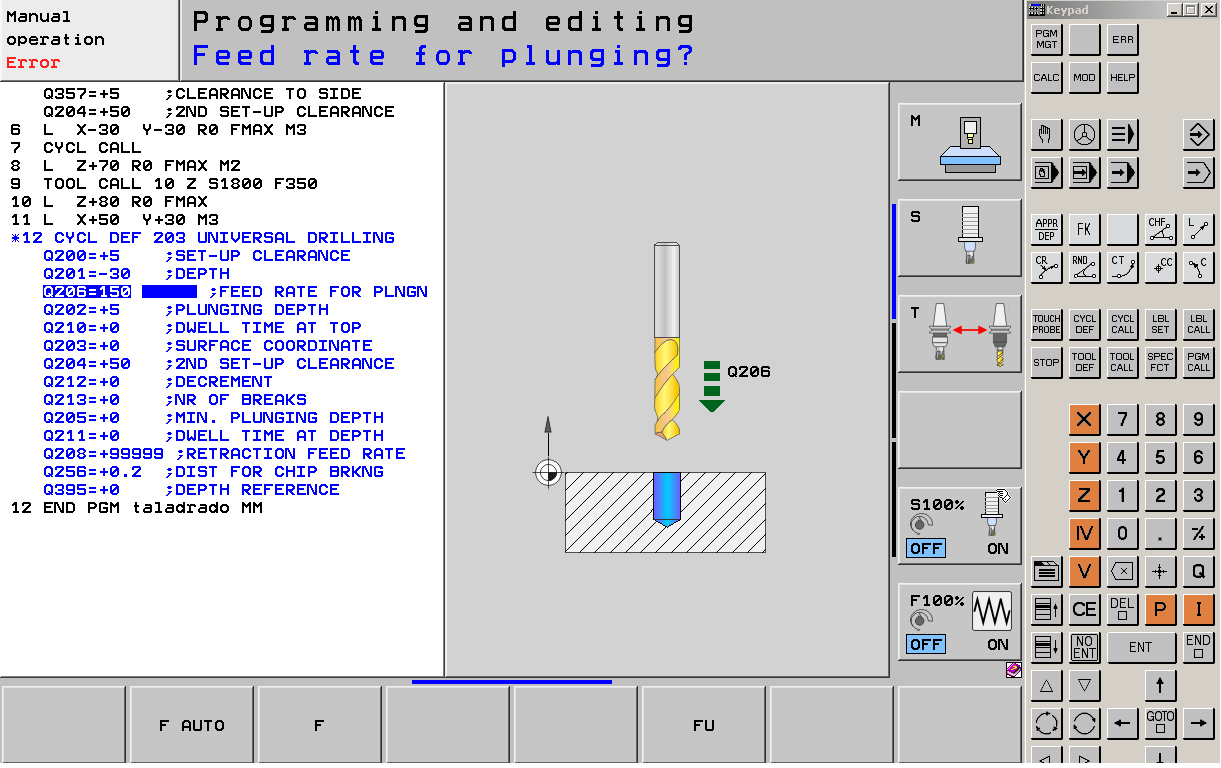
Introducimos el valor 150 y presionamos ENT.
Q202 es la profundidad de pasada.
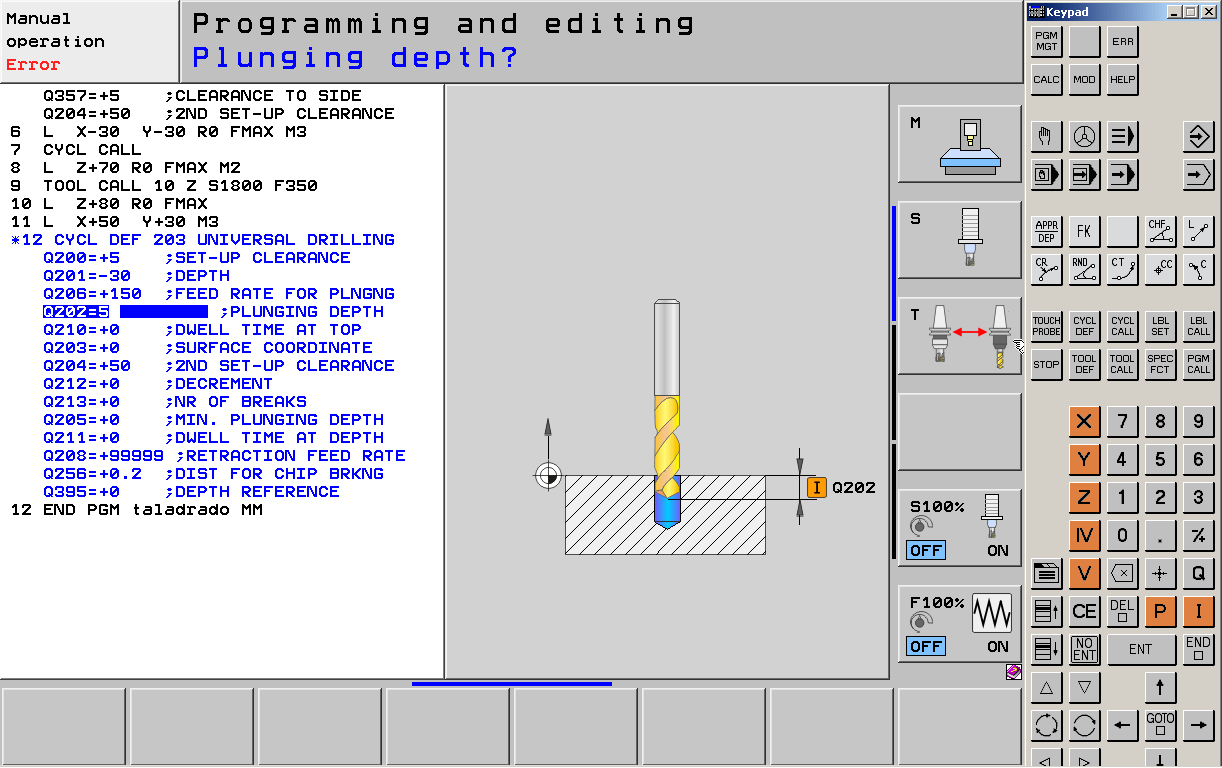
Introducir el valor 5 y confirmar con ENT. Este parámetro indica que las pasadas serán de 5 mm. La primera pasada se introducirá la broca 5 mm y retrocederá. Seguidamente bajará hasta Z-10 y retrocederá la broca. Así sucesivamente hasta llegar a la cota final.
Q210 será el siguiente parámetro a configurar. Es el tiempo que la herramienta permanece fuera del taladro para retirar la viruta. Cuando hace el retroceso realiza esta temporización.
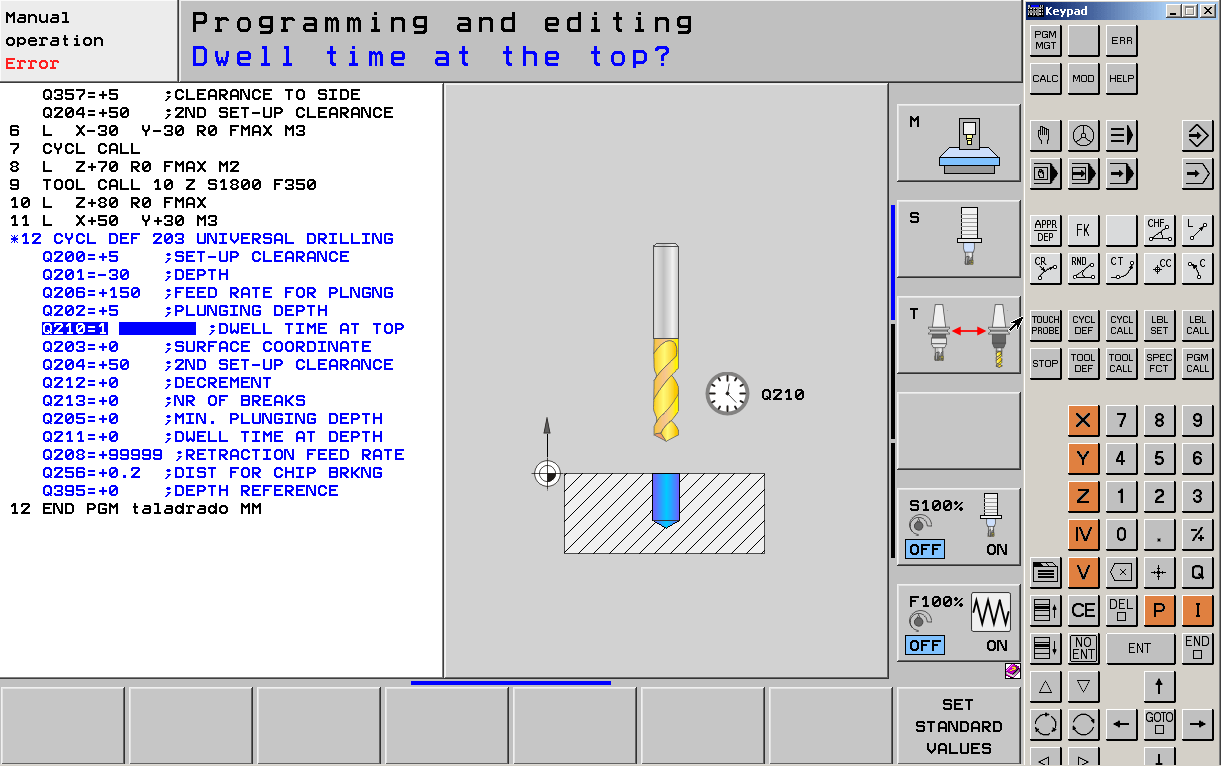
Introducir 1 + ENT.
El siguiente parámetro es la coordenada Z0 de la pieza de trabajo. Q203
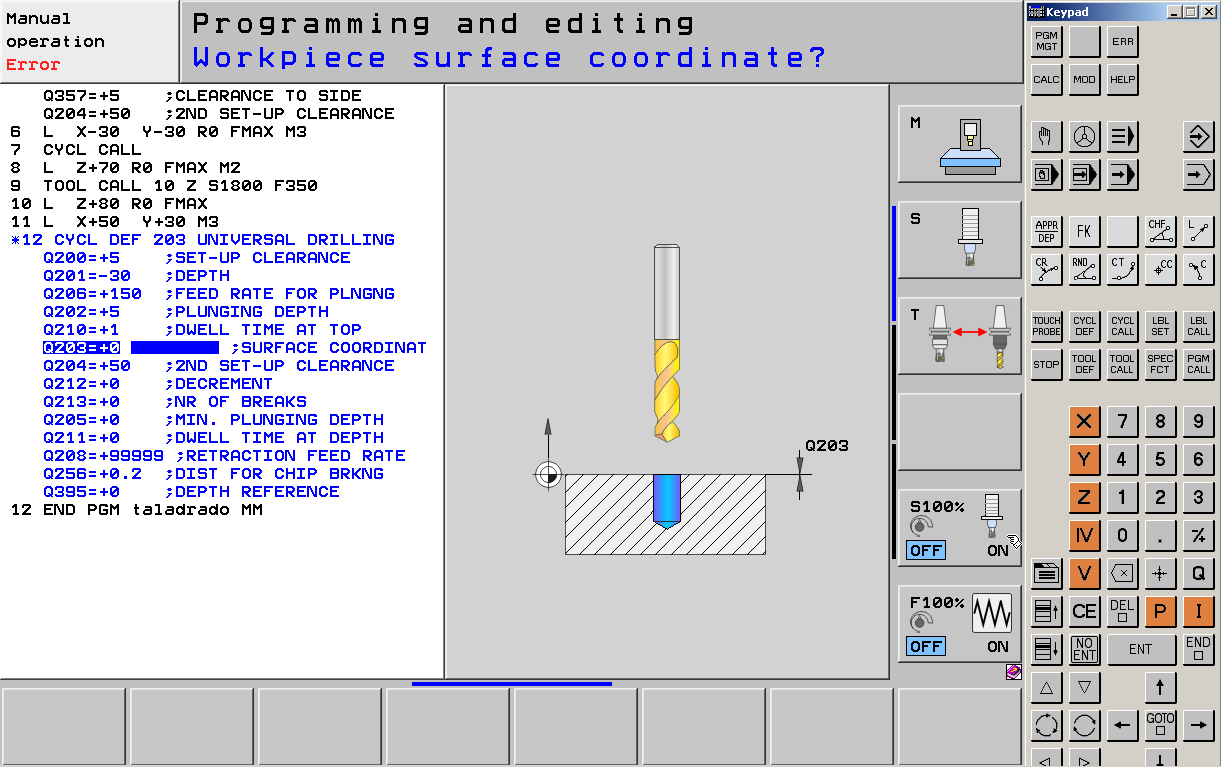
Introducir 0 + ENT.
Como habreis podido observar, cada parámetro está explicado de una forma escueta pero intuitiva. Seguiremos viendo el ciclo en un vídeo donde se podrán ver los pasos a seguir.
Antes de poner el vídeo os quiero comentar el parámetro Q395. Es el parámetro donde se indica si la profundidad del taladrado esta referenciada desde la punta de la herramienta o desde la parte cilindrica de la broca. Si es desde la punta, introduciremos el valor 0 y si la referencia es desde la parte cilidrica introduciremos el valor 1. Cuando Q395 tiene el valor 1, en la tabla de herramientas deberemos agregar el valor T-ANGLE de la herramienta correspondiente, en este caso de la broca. Mirad la entrada donde explicamos cómo utilizar la tabla de herramientas. En esa tabla existe el parámetro T-ANGLE que es donde pondremos el valor del angulo de la broca.