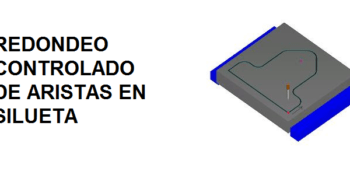
Fresadora G36 (Redondeo controlado de aristas) Prog_%3643 · 24 noviembre, 2019 · Victor · 0 Comentarios · Etiquetas: Ejemplos, FAGOR 8050M, FAGOR 8055M, G36, Simulación G36 en contolr FAGOR 8055 M Leer más
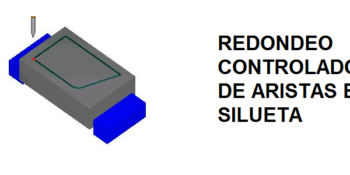
Fresadora G36 (Redondeo controlado de aristas) Prog_%3640 · 24 noviembre, 2019 · Victor · 0 Comentarios · Etiquetas: Ejemplos, FAGOR 8050M, FAGOR 8055M, G36, Simulación G36 en control FAGOR 8055 M Leer más
Fresadora G36 (Redondeo controlado de aristas) Prog_%3639 · 24 noviembre, 2019 · Victor · 0 Comentarios · Etiquetas: Ejemplos, FAGOR 8050M, FAGOR 8055M, G36, Simulación G36 en control FAGOR 8055 M Leer más
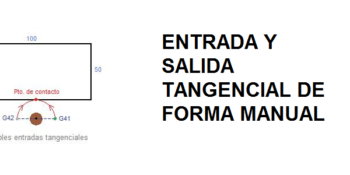
Fresadora Programar E/S tangencial de forma manual · 22 octubre, 2021 · Victor · 0 Comentarios · Etiquetas: Ampliando conceptos, Ejemplos, FAGOR 8025M, FAGOR 8050M, FAGOR 8055M, G02, G03, G37, G38, Simulación FAGOR 8050M Leer más