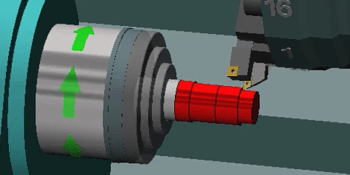
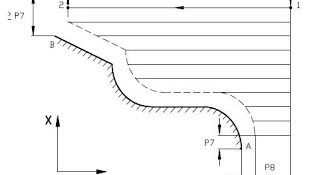
Ciclo fijo de desbastado longitudinal con tramos rectos y/o curvos Con esta instrucción lo que conseguimos es realizar el mecanizado de un perfil utilizando un ciclo fijo de desbastado en el eje X. El perfil puede contener tramos rectos o tramos curvos. Los bloques del programa que definen el perfil se deben programar en coordenadas cartesianas, por lo tanto, siempre deberemos reflejar las cotas de los 2 ejes (XZ) y en cotas absolutas. Los tramos curvos se deberán programar con las coordenadas I, K del centro, en referencia al punto inicial del arco y con su signo correspondiente. Finalmente, más abajo, se podrá ver un ejemplo en el que quedaran claros estos conceptos. El formato de esta instrucción es el siguiente: N050 G69 P0=K P1=K P5=K P7=K P8=K P9=K P13=K P14=K Donde: P0: Es la cota X del punto inicial A. P1: Es la cota Z del punto inicial A. P5: Es el paso máximo expresado en radios. P7: Exceso de material para el acabado en el eje X. P8: Exceso de material para el acabado en el eje Z. P9: Velocidad de avance en acabado. P13: Primer bloque de definición del perfil. P14: Último bloque de definición del perfil. Si el parámetro P9 es igual a 0, no se realizará pasada de acabado, aunque si realizará una pasada final…