Instrucción G71 (code A) Ciclo fijo de desbastado longitudinal
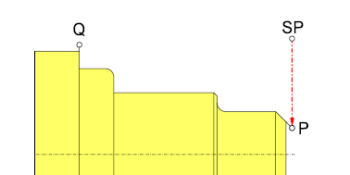
Seguimiento de un perfil. Desbastado de un perfil utilizando un ciclo fijo de desbastado longitudinal Cuando queremos realizar el desbaste de un perfil podemos utilizar la función G71. Ésta realiza un ciclo fijo de desbastado longitudinal. Es decir, paralelo al eje "Z". Los parámetros utilizados en esta función son: N585 G71 U1.0 R2.0 N590 G71 P100 Q300 U0.1 W0.2 F0.2 S500 T1 U: es la profundidad de pasada en X.R: es la retirada de la herramienta.P y Q: son los bloques de inicio y final del perfil respectivamente.U: es el exceso de material en X.W: es el exceso de material en Z.F: es el avance para el mecanizado.S: las revoluciones por minuto del cabezal.T: el número de herramienta que se encargará del desbaste del perfil. Para terminar, comentar que este ciclo de mecanizado se realiza de forma paralela al eje Z. Dependiendo de los signos de U y W podemos obtener 4 patrones de mecanizado. Se adjunta imagen. El patrón de mecanizado de la imagen del ejemplo de arriba correspondería al primer patrón de la captura que está debajo de estas líneas. U(+) ... W(+) Patrones de mecanizado VER EJEMPLOS DE G71 EN TORNOS CNC