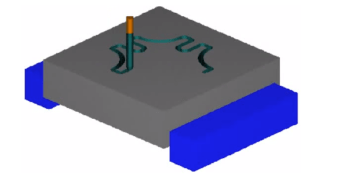
Mecanizado de concavidad esférica
He aquí una muestra de como utilizar las paramétricas en un sencillo programa. El programa realiza un mecanizado esférico en una concavidad. Tenemos que suponer que el desbaste por planos ya ha sido efectuado. A continuación se adjunta el programa, una breve explicación y la simulación del mismo. (P100=0);---------> Angulo inicial. (P101=90);--------> Angulo final. (P103=1);---------> Incremento angular. N010 (ORGX54=-100, ORGY54=-100, ORGZ54=-100) N020 G54 N130 T7 D7 M6 N140 G0 G90 X0 Y0 Z-5 F250 S1500 M3 N150 G93 I0 J0 N160 G1 R15 Q180 N170 G17 G90 G2 Q180 N180 G18 N185 G93 I0 J0 N190 (P100=P100+P103) N200 G91 G3 QP103 N210 (IF P100 NE P101 GOTO N170) N230 G17 G0 Z100 N240 M30 Las tres primeras líneas declaran los parámetros con los que se va a trabajar. Estos son P100, P101 y P103. En el primero, P100, guardaremos el ángulo en el que se encuentra la herramienta. Después P103 nos dice el incremento angular que tendrá cada pasada, y por último P101 el ángulo donde llegaremos. En resumen la idea del programa es la siguiente: - Primero realizar un mecanizado circular de radio=15 en el plano XY(G17) (por lo tanto la esfera será de Ø20 mm, ya que la herramienta es una bola de Ø10 mm). - Después realizar incremento de pasada en el plano XZ(G18). - De nuevo volver…