Esta función mecaniza un ciclo fijo de refrentado. En el perfil pueden haber tanto tramos rectos como curvos. Esta función no realiza la pasada de acabado del perfil. Para efectuar el acabado hay que recurrir a la instrucción G72. Las condiciones del acabado vienen definidas entre los bloques P y Q. Antes de utilizar este ciclo, lo primero que hay que hacer es posicionar la herramienta en el eje «Z» y en el «X», ese punto de posicionamiento será donde se inicie el ciclo y donde finalice. Suelen ser precisos dos bloques para utilizar este ciclo:
N050 G74 W_ R_
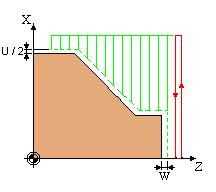
W: Es la profundidad de corte de la pasada.(en radios)
R: Es la distancia de retirada de cada pasada.(en radios)
La siguiente línea de programa será:
N060 G74 P_ Q_ U_ W_ F_ S_ T_
 P: Número de línea de inicio del perfil.
P: Número de línea de inicio del perfil.
Q: Número de línea de finalización del perfil.
U: Exceso de material en el eje «X».
W: Exceso de material en el eje «Z».
F: Velocidad de avance.
S: Giro del cabezal.
T: Definición de herramienta.
Programa ejemplo.
N010 G10 P0 Z-69 N020 T0101 N030 G95 G96 F0.20 S160 M04 N040 G00 G42 X55 Z0 M08 N050 G01 X-1 N060 G00 Z1 N070 G42 G00 X39 N080 G01 X45 Z-2 N090 Z-35 N100 X49 W-5 N110 Z-60 N120 U2 W-1 N130 G40 U20 W100 N140 T0404 N150 G96 G41 F0.12 S100 M04 N160 G00 X8 Z2 N170 G74 W1.5 R2 N180 G74 P190 Q240 U-1 W1 N190 Z-60 N200 X15 N210 Z-40 N220 X25 N230 Z-15 N240 X38 Z2 N250 M30
oye mira estoy haciento un programa con FAGOR 8025M, y no me hace la pieza porque dice que no he establecido la velocidad S del cabezal. Podrías ayudarme que me estoy iniciando en la programación CNC. un saludo
Hola Anónimo. Supongo que no habrás programado la función S y no le habrás dado sentido de giro al cabezal. De todas formas copia el código y se verá más claro donde tienes el error.
Un saludo
Cuando te puse copia el código me refería a que lo mostrases por aqui para poder ver las líneas de código, y así poder detectar el punto donde está el error.
Un saludo
Hola,
Te hago una consulta; ¿a que hacen referencia la función "P" y la función "Q" cuando dice "numero de linea de inicio/finalización del perfil" ?
¿Hace referencia a la coordenada en el eje Z en donde inicia y termina el perfil?
Desde ya muchas gracias.
Si, asi es. Lo que comprende de P a Q, viene siendo el contorno a maquinar.
Nomas que si te fijas, el valor de P y de Q es el numero de linea del programa, N190 y N240.
Ya el ciclo enlatado desbastará lo correspondiente a W y se retrae R. Asi como en el esquema/dibujo que esta arriba. Saludos, (Estoy consciente que fue un post de hace 3 años pero a alguien le tiene que servir)