Instrucción G96 (Velocidad de corte constante)
La instrucción G96 es una función modal responsable de indicar al control numérico que vamos a trabajar con una velocidad de corte constante. Normalmente en los programas de torno, cuando utilizamos esta instrucción, en el bloque siguiente debemos de indicar un tope de velocidad del plato mediante la instrucción G92.

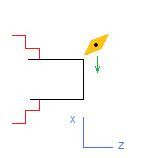
¿Porqué? Por lo siguiente…. La velocidad de corte es la velocidad tangencial de la pieza producida por el movimiento angular. Como es sabido, la velocidad angular es siempre la misma, pero la velocidad lineal no siempre es la misma. Según el dibujo, dos cilindros de diferentes diámetros, pero de idéntica velocidad angular, no tendrían la misma velocidad lineal en la periferia, debido a que el cilindro de diámetro 25, habría recorrido en una vuelta 78.54, mientras que el cilindro de diámetro 15, tan solo habría recorrido 47.12 yendo ambos a las mismas velocidades angulares.
Conclusión
Todo esto nos lleva a la conclusión de que cuando le decimos al control numérico que queremos una velocidad de corte constante, mediante G96, tenemos que tener en cuenta lo siguiente:
En la operación de refrentado, la herramienta va mecanizando hacia el centro del cilindro (como en la figura).
Si queremos que la velocidad de corte sea constante, nos encontraremos con el problema de que cuando la herramienta está muy cerca del centro, la pieza necesitará girar a una velocidad muy alta para poder mantener la velocidad de corte deseada. ¿Porqué? Por lo comentado arriba. Porque apenas habrá velocidad lineal debido a que la herramienta se encuentra en un punto muy cercano al centro. Y en el centro la velocidad lineal es cero. Por todo esto, deberemos programar un G92 en el bloque siguiente. Y ese G92, entre otras cosas, hará la función de tope de velocidad. N30 G92 s2000 (máx. 2000 rpm)
bueno pero como se utiliza el G96, creo que ese era el punto no el de G96
Se utiliza en el bloque inicial del programa.
por ejemplo:
N10 G56
N20 G0 G95 G96 S200 F0.2 M4 M8
.
.
.
como se calcula el tiempo de mecanizado a velocidad de corte constante
Si como se calcula el G96 con el g52
Buenas tarde, tengo un Cnc con FANUC serie oí mate-tc
Al poner
N10 g50 s100
N20 g96 s50 m3
Se me va a s 100, entonces en un g72 no me cambia de velocidad ? Que me estoy saltando? Gracias