Mecanizado de contorno y cajeado en fresadora cnc
En este ejemplo de mecanizado podéis ver rotaciones del sistema de coordenadas (G68), sistemas de coordenadas locales (G52), interpolaciones lineales y circulares, ciclos fijos de taladrado y el uso de subrutinas en la programación.
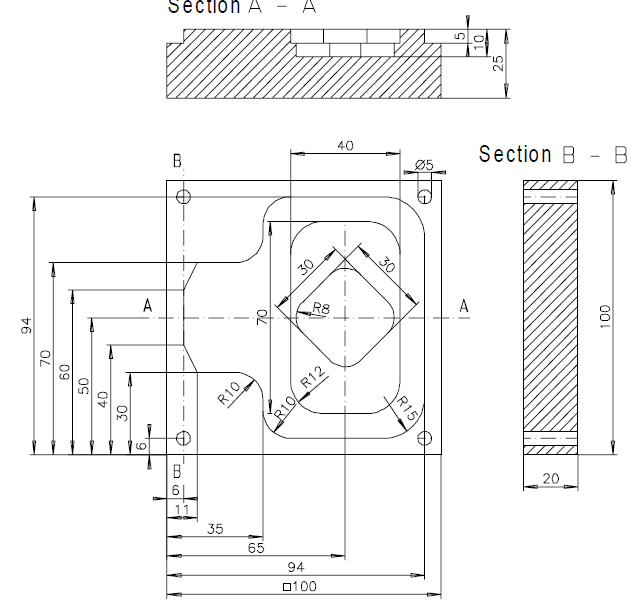
Para que podáis tener un correcto seguimiento del mecanizado se adjunta plano. Es muy interesante reconocer todas las partes del programa en el plano. De esta forma entendemos lo que realiza cada función, y vemos como se usa.
También podréis ver el uso de la compensación a izquierdas del radio de la herramienta.
Para meternos en materia os adjunto el plano de la pieza a mecanizar y seguidamente su simulación. En este programa se hace uso de una subrutina. El número de la subrutina es el O1000. Al final del programa podéis verla.
La simulacion
El programa
 Cargando…
Cargando…
{kind=link}