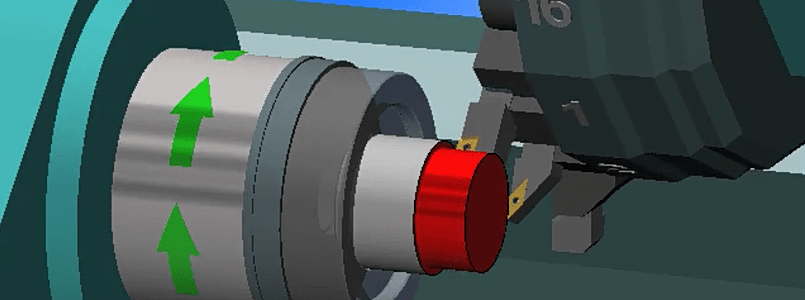
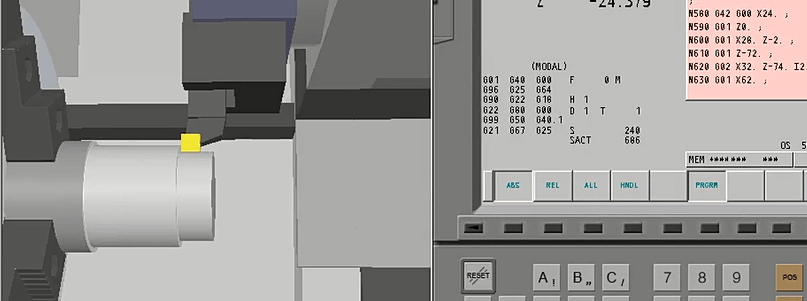
Artículo donde podéis ver el mecanizado de un pasador en un control SINUMERIK 840D T. Para realizar esta pieza se ha hecho uso de la función G01 y G42. Evidentemente no es el modo más apropiado, pero es conveniente conocer las diferentes formas de poder programar una misma pieza. En este caso podrás comprobar cómo utilizar la función G01.
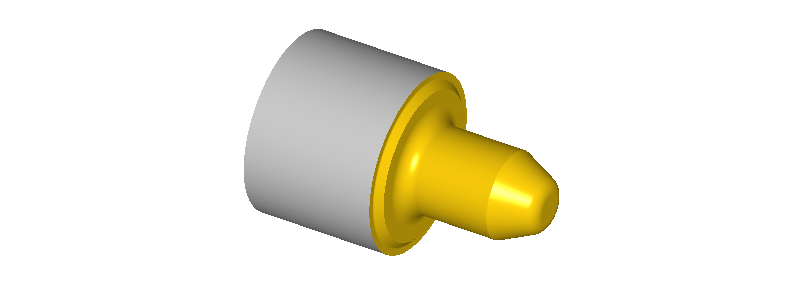
Para este mismo ejemplo de mecanizado realizaremos la misma pieza, pero utilizando CAD/CAM. Cuando editemos la entrada os lo indicaremos. Vamos a ir introduciendo poco a poco ejemplos de mecanizados por CAM para que podáis comparar las diferencias existentes entre los dos modelos de programación.
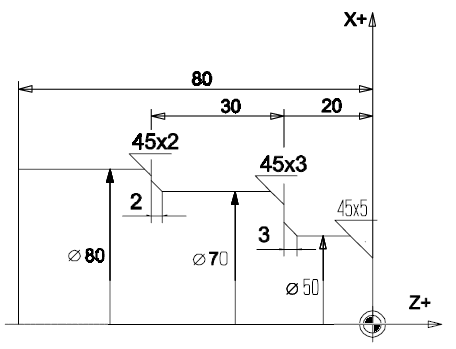
La pieza a mecanizar es de aluminio.
Como ejercicio interesante sería bueno hacer el mecanizado de esta simple pieza utilizando un ciclo fijo. Como pista aquí os dejo algunos enlaces. G71 o G74 en controles FANUC, G81 en controles FAGOR … ¡Ánimo!
El programa
&G54
%_N_1_MPF
N5 G90
N10 G95 F1
N15 LIMS=9000
N20 S1000 T1 D1
N25 M5
N30 M9
N35 G54
N40 M4
N45 G96 S240
N50 LIMS=3500
N55 G0 X82 Z0
N60 G1 X-2 F0.15 M7
N65 G0 Z2
N70 G0 X71
N75 G1 Z-47.8 F0.3
N80 G1 X74 Z-49.8
N85 G1 X77
N90 G1 X81 Z-53
N95 G0 Z2
N100 G0 X60
N105 G1 Z-19.8
N110 G1 X65
N115 G1 X72 Z-24
N120 G0 Z2
N125 G0 X51
N130 G1 Z-16.8
N135 G1 X57 Z-19.8
N140 G1 X65
N145 G0 Z2
N150 G0 X37
N155 G1 X52 Z-6
N160 G0 X150 Z100
{Fin de desbaste
N165 T2 D1
N170 S380
N175 LIMS=4500
N180 G42 G0 X36 Z2
N185 G1 X50 Z-5 F0.1
N190 G1 Z-17
N195 G1 X56 Z-20
N200 G1 X64
N205 G1 X70 Z-23
N210 G1 Z-48
N215 G1 X74 Z-50
N220 G1 X76
N225 G1 X82 Z-53
N230 G40
N235 G0 X150 Z100
N240 M5
N245 M9
N250 M30
{kind=link}