En esta entrada os adjuntamos un programa de mecanizado de una pieza que tiene cajeados circulares rectangulares y colisos. El programa trabaja con dos decalajes.
En primer lugar, el decalaje (G54) sitúa el cero de pieza en la esquina inferior izquierda. Este decalaje se utiliza en el programa de mecanizado para realizar el planeado. Finalmente el otro decalaje (G55) sitúa el cero de pieza justo en el centro del taco de material y será el origen de la pieza durante todo el mecanizado.
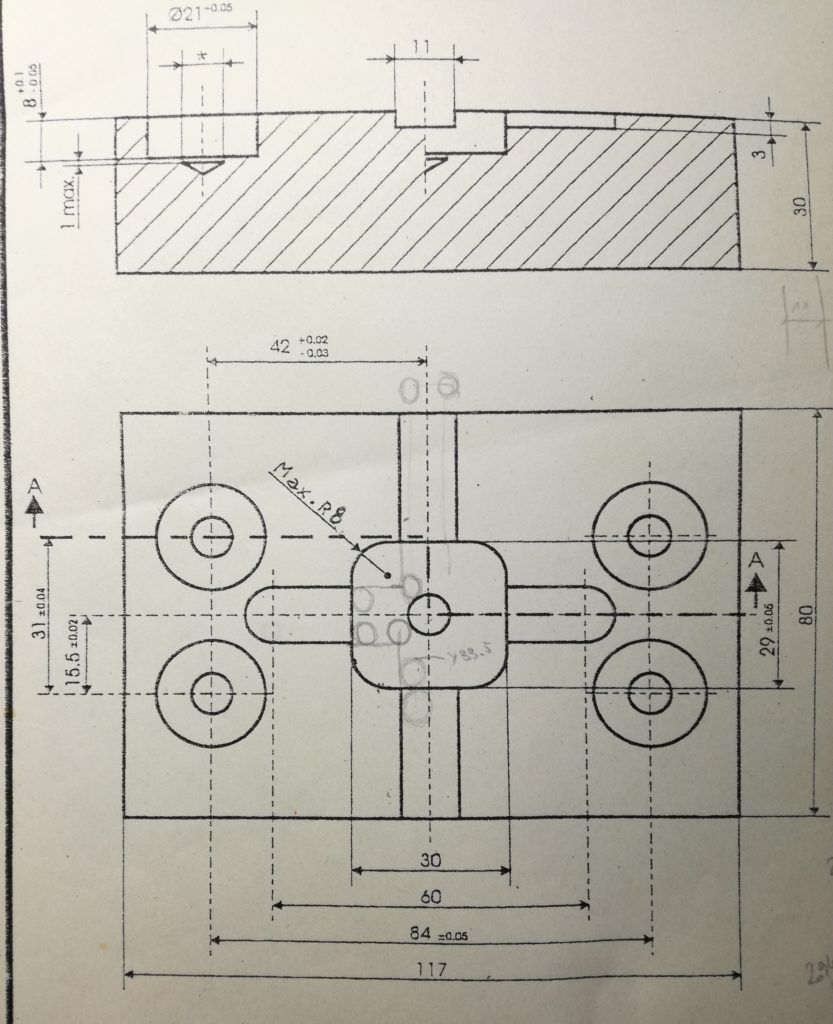
Os voy a adjuntar una fotografía del plano de la pieza. Hay algunas notas en lápiz, pero se puede ver con claridad las cotas y las tolerancias de la pieza.
Entonces, según el plano, se puede ver que hay mecanizados de cajeras circulares y rectangulares. También se pueden apreciar taladrados y algunas regatas. Por lo tanto, las funciones G88, G87 y G81 estarán presentes en este programa.
Vamos a verlo.
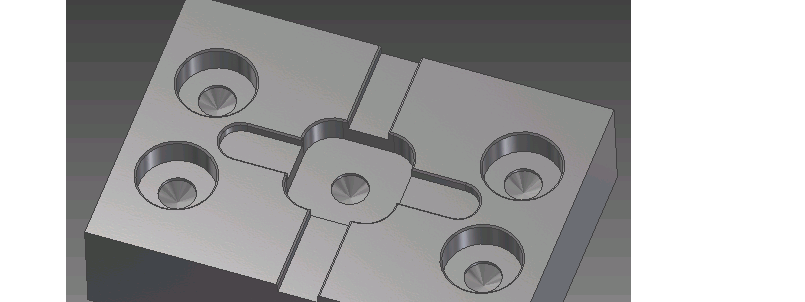
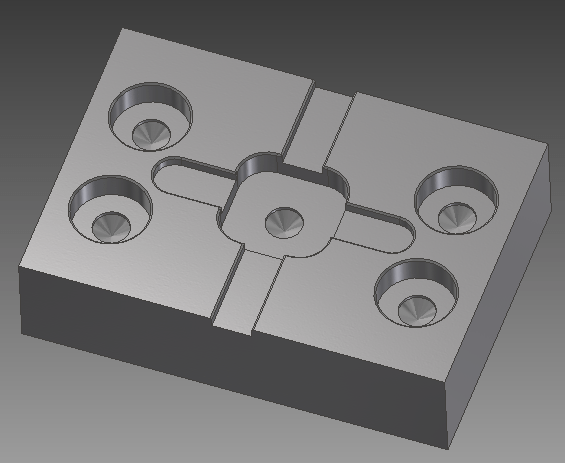
Os adjunto ahora todo el programa de mecanizado debajo de esta entrada. Aquí tenéis la simulación del programa.
Y el producto final es algo parecido a la pieza de esta captura.
 Cargando…
Cargando…
{kind=link}
Excelente para comprender más la lectura de programas cnc
Información de como programar en fresadora haas
Hola Carlos. Estamos recopilando bastante información de otros controles. Entre ellos está HAAS. En breve empezaremos a despachar entradas relacionadas con los controles HAAS. Un saludo.