Seguimiento de perfil con G68
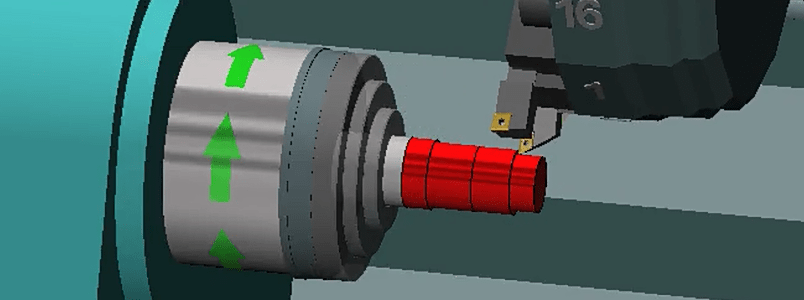
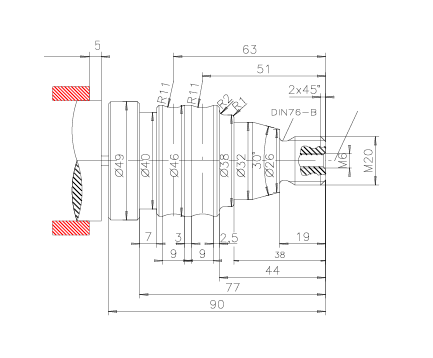
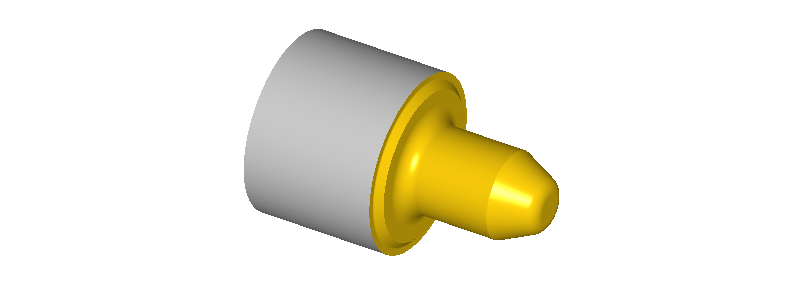
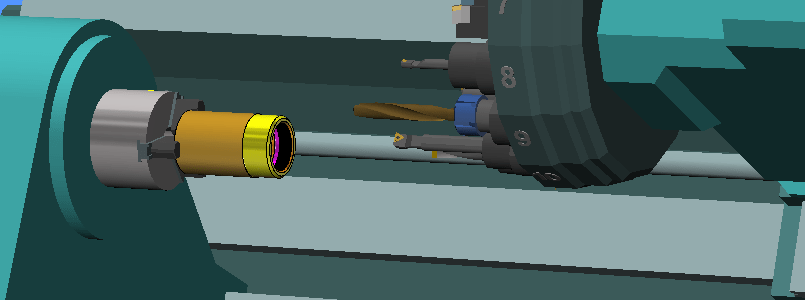
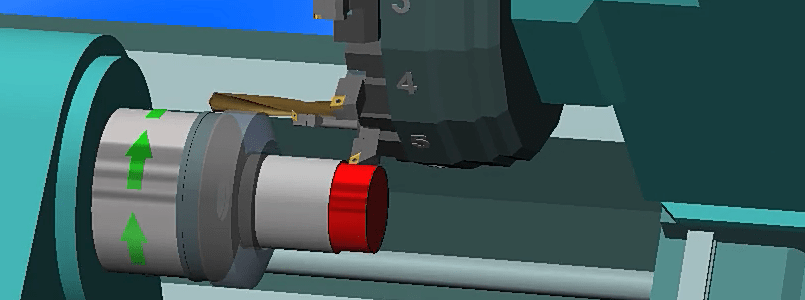
En este ejemplo se programa un desbaste realizando un seguimiento de perfil con G68. Para tener una idea de la pieza que se está mecanizando se presenta un plano donde se pueden ver algunas de las cotas que definen el perfil.
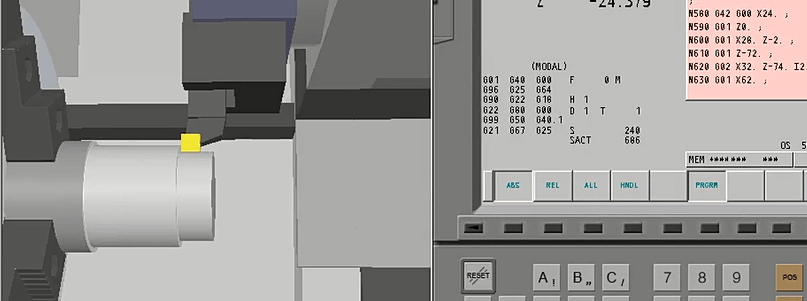
Seguidamente se presenta el trozo de código que realiza el desbaste.
El programa
N10 M05 M01 N20 T2 N30 G96 S250 M04 N40 G00 X52 Z2 M08 N50 F0.3 N60 G68 X12 Z2 C3 L0.5 M0.2 S80 E330 N70 (GOTO N340) N80 G42 G00 X12 Z2 N90 G01 X20 Z-2 N100 G01 Z-12.7 N110 G01 X16.722 Z-15.539 N120 G02 X16.4 Z-16.139 I1.039 K-0.6 N130 G01 Z-17.8 N140 G02 X18.8 Z-19 I1.2 K0 N150 G01 X20 N160 G01 X26 N170 G01 X32 Z-30.196 N180 G01 Z-38 N190 G01 X36 N200 G03 X38 Z-39 I0 K-1 N210 G01 Z-42 N220 G02 X42 Z-44 I2 K0 N230 G01 X44 N240 G01 X46 Z-45 N250 G01 Z-46.5 N260 G02 X46 Z-55.5 I10.037 K-4.5 N270 G01 Z-58.5 N280 G02 X46 Z-67.5 I10.037 K-4.5 N290 G01 Z-77 N300 G01 X49 N310 G01 Z-95 N320 G01 X52 N330 G40 G00 X12 Z2 N340 G00 X364 Z224 N350 M09
{kind=link}