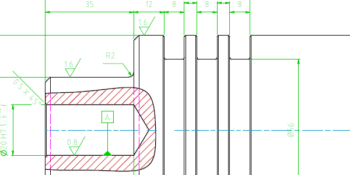
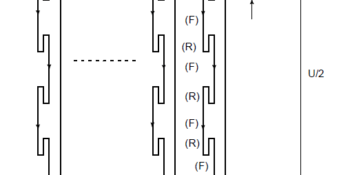
Si queremos mecanizar una ranura o simplemente una operación de desbaste paralelo al eje X podemos utilizar la función G75. Se trata de un desbaste frontal o ciclo fijo de ranurado. A continuación se examinan los parámetros de la instrucción. R: Valor de retroceso.X: Coordenada en cotas absolutas del punto final. Si utilizamos coordenadas incrementales se utiliza U en vez de X.Z: Coordenada en cotas absolutas del punto final. Si utilizamos coordenadas incrementales se utiliza W en vez de Z.P: Este valor refleja lo que va a profundizar la herramienta en cada pasada. Se expresa en micras.Q: Es el desfase de desplazamiento de la herramienta una vez ha realizado un ranurado. Es decir, si la herramienta de ranurar hace 4 mm de ancho y la ranura a mecanizar es de 7 mm, este valor de Q debería ser de 3000. En el vídeo creo que se puede entender mejor. Para realizar un desbaste frontal se adjunta la siguiente ilustración: Ahora vamos a simular el mecanizado de la pieza que hay en la ilustracion de abajo. Es un ranurado muy simple efectuado con el ciclo fijo G75. Programa de mecanizado de una ranura utilizando la función G75 A continuación el programa que realiza el mecanizado. O0001 N10 G50 S500 N20 G97 S400 M03 N30 G00 X90.0 Z1.0 T0303 N40 X82.0 Z-40.0 N50 G75 R1.0 N60…