Ciclo de ranurados en circulo SLOT1
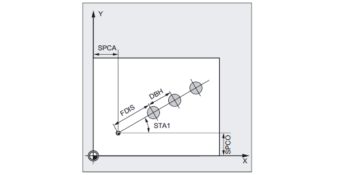
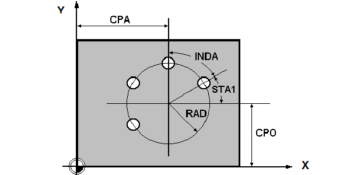
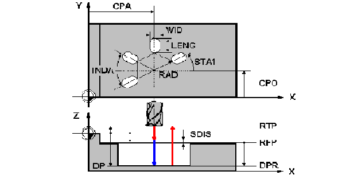
Explicación del ciclo de ranurados en circulo Este ciclo de trabajo realiza ranurados en circulo. El eje longitudinal de la ranura mecanizada tiene la dirección del radio. Cuando realizamos un mecanizado con este ciclo se debe utilizar una fresa que corte sobre el centro. Es un ciclo con una gran cantidad de parámetros, pero no es difícil su uso. Todos los valores excepto el parámetro NUM, son de tipo real. NUM es de tipo entero. Parámetros A continuación se adjuntan los parámetros que se utilizan para realizar la programación y su explicación. SLOT1 (RTP, RFP, SDIS, DP, DPR, NUM, LENG, WID, CPA, CPO, RAD, STA1,INDA, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF, _FALD,_STA2) RTP: Plano de retirada en cotas absolutas.RFP: Plano de referencia en cotas absolutas.SDIS: Distancia de seguridad. Se debe introducir sin signo.DP: Profundidad de la ranura en cotas absolutas.DPR: Profundidad de la ranura con respecto al plano de referencia. Este valor se introduce sin signo.NUM: Número de ranuras.LENG: Longitud de la ranura. No tiene signo este valor.WID: Ancho de la ranura sin signo.CPA: Cota "X" del centro del círculo. Se indica en cotas absolutas.CPO: Cota "Y" del centro del círculo. Se indica en cotas absolutas.RAD: Radio del círculo. Se debe introducir sin signo.STA1: Ángulo en el inicio.INDA: Ángulo incremental.FFD: Avance de penetración en profundidad.FFP1: Avance del…