
Usar taladrado profundo con CYCLE83
Para realizar el mecanizado de un taladrado profundo, existe el ciclo fijo CYCLE83. Los parámetros básicos con los que cuenta este ciclo son 12. La estructura de parámetros de este ciclo es la que se muestra en la siguiente línea.
CYCLE83 (RTP, RFP, SDIS, DP, DPR, FDEP, FDPR, DAM, DTB, DTS, FRF,VARI)
Parámetros
A continuación las explicaciones de los parámetros.
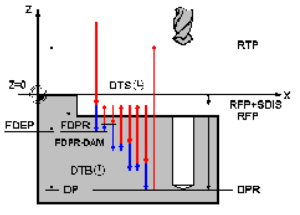
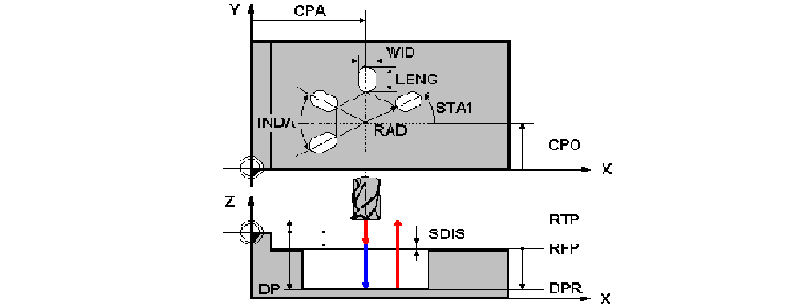
RTP: Es el valor del plano de retirada en cotas absolutas.
RFP: Valor del plano de referencia en cotas absolutas.
SDIS: Hace referencia a la distancia de seguridad que utilizaremos. Hay que programarla sin signo.
DP: Profundidad final del taladro reflejada en cotas absolutas.
DPR: Profundidad final del taladro, tomando como referencia el plano de referencia. Esta cota se debe programar sin signo.
FDEP: Se trata de la primera profundidad de taladrado. Es en cotas absolutas.
FDPR: Es la primera profundidad de taladrado relativa al plano de referencia. Hay que programarla sin signo.
DAM: En los manuales suele poner «degresión». Yo personalmente nunca lo he utilizado. Realmente no sé a que hace referencia este parámetro. Si alguien lo conoce, estaría encantado que me lo explicara. Las veces que lo he utilizado ha sido poniendo el valor 0, que quiere decir sin «degresión».
DTB: Parámetro temporizador. Tiempo de espera en la profundidad de taladrado. Este parámetro permite la rotura de la viruta. Si el valor es mayor que cero, el control lo interpreta como segundos. Si por el contrario, es menor que cero, el control lo interpreta como vueltas.
DTS: Tiempo de espera en el inicio del taladrado y para evacuar la viruta. Al igual que pasaba en el parámetro DTB, si el valor es mayor que cero, se refiere a segundos, si es menor que cero se interpreta que son vueltas.
FRF: Es el factor de avance que se aplicará a la primera profundidad de taladrado. (Intervalo de 0.001 hasta 1).
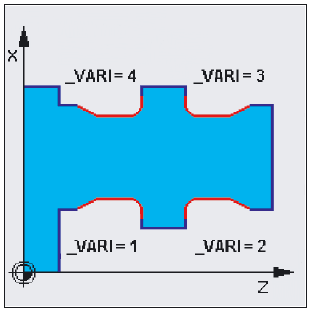
VARI: Hace referencia al tipo de mecanizado que se emplea. Si el valor es cero significa rotura de viruta. Si es 1 hace referencia a la evacuación de la viruta.
Ejemplo de uso de CYCLE83
Inmediatamente vamos con un ejemplo a ver si se puede ver claro. Se mecaniza un taladrado previo a una operación de roscado (M6). La broca utilizada es de diámetro 5 mm. El taladro está ubicado en las coordenadas X60 Y40. Adjunto un plano de sección de la zona a mecanizar, ya que creo que puede servir de mucha ayuda.
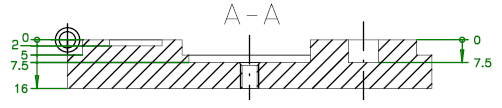
N05 G56 N10 T5 M6 N20 G0 G90 G40 G43 X0 Y0 F0.15 S750 D5 M3 N30 G0 X60 Y40 N40 CYCLE83(3,-7.5,1, ,11.5, ,6,0,0,0,1,0) N50 M30
>>> VER MÁS EJEMPLOS DE CYCLE83 <<<
Intentad ver el programa y aplicarlo a la captura de plano. Como información os digo que las profundidades de taladrado en el programa, están expresadas en cotas relativas (incremental).
Finalmente adjunto un diagrama donde se puede ver más o menos la forma de trabajar que tiene esta instrucción.
{kind=link}