Construir CNC casero
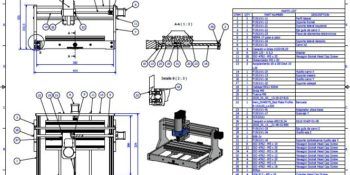
Hace ya un tiempo que escribí en la página un artículo donde hablaba un poco de cómo construir nuestro propio CNC pero sin entrar en muchos detalles. Tan sólo indicando de que elementos se componía, que materiales podríamos mecanizar con ella, material comercial necesario, etc.. Construir cnc casero con nuestros planos Ahora en esta entrada te presento como puedes crear toda la parte mecánica para construir el cnc casero. Si estas interesado/a en fabricar tu propia máquina de control numérico te la puedes descargar enviando una solicitud de descarga desde la página de contacto. En el asunto nos indicas descarga de máquina CNC y si solo quieres los sólidos o si quieres sólidos 3D y planos 2D, o solo planos en 2D. Responderemos rápidamente a tu solicitud facilitándote la información que nos pides. El precio de estas descargas es muy económico y nunca cambiará, será siempre el mismo. Podéis comparar precios por Internet y veréis que el que ofrecemos aquí es el más económico. Toda la documentación que necesitaras Para que os hagáis una idea de lo que os vais a encontrar en la documentación, tanto en la parte de sólidos 3D como de planos 2D, os pondré algunas capturas del proyecto. Por ejemplo, en el conjunto general 2D existe un listado con todos los componentes mecánicos de la máquina.…

