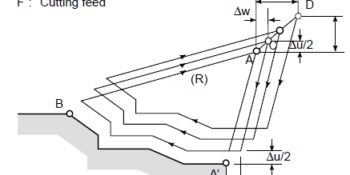
Instrucción G73 para realizar un ciclo fijo de taladrado rompiendo la viruta. Los parámetros utilizados en la instrucción G73 para realizar una operación de taladrado en una fresadora con un control numérico FANUC 21i, son los siguientes: N0150 G98/99 G73 X_ Y_ R_ Z_ Q_ F_ Donde: G98 /99: Volver a "Z" de seguridad, es decir, arriba del todo, o al punto de referencia indicado por el parámetro R. G90 /91: Programación en cotas absolutas o incrementales. X: Cota "X" del agujero a mecanizar. Y: Cota "Y" del agujero a mecanizar. Z: Profundidad del taladrado. Q: Profundidad de ajuste. R: Punto de referencia. F: Avance. K: Número de repeticiones. Para finalizar, un ejemplo del uso de esta función, podría ser el siguiente: ... N0130 G43 H3 Z10 N0140 G98 G73 X10 Y10 R5.5 Z-15. Q6. F60. (Mecanizado de taladro) N0150 Y30 (Segundo mecanizado) N0160 G80 (Anulación del ciclo)