Desbastado siguiendo un perfil definido
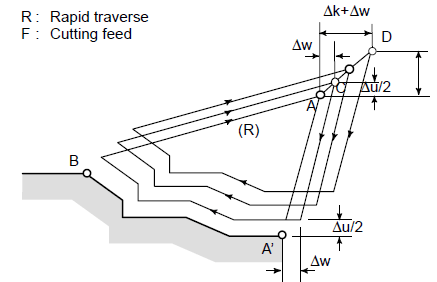
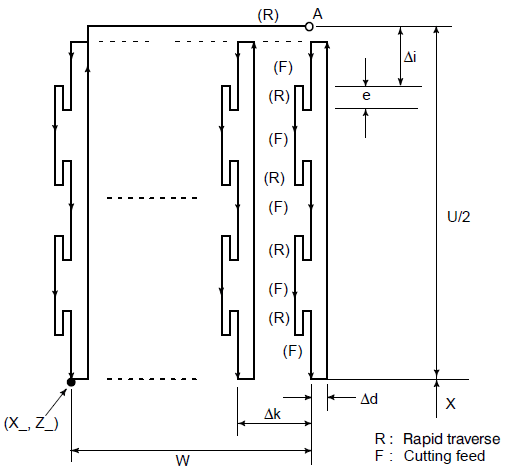
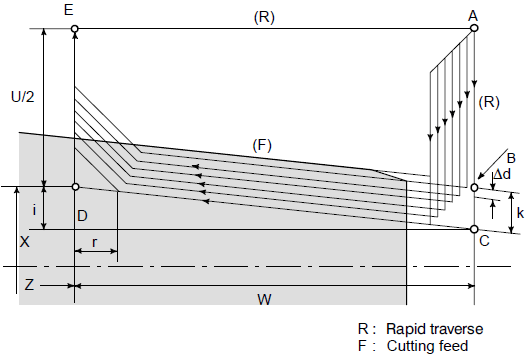
Esta función realiza el mecanizado de un perfil realizando diferentes pasadas de ese mismo perfil. Se le suele llamar ciclo fijo de seguimiento de perfil. En este ciclo hay que definir el punto de inicio, el perfil del mecanizado y el número de pasadas. Sabiendo estos datos, el CNC calculará la profundidad de pasada. Por lo tanto, la definición del ciclo es de la siguiente manera:
G73 U7 W0 R7
Donde U es la profundidad a mecanizar en X. W es la cantidad de material a mecanizar en Z y R es la cantidad de pasadas que se realizarán para realizar el mecanizado.
A continuación vienen los parámetros de la función. Para definir los parámetros se suele programar una línea parecida a esta:
G73 P90 Q180 U0.6 W0.3 F0.2
Seguidamente se da una explicación de que es cada parámetro.
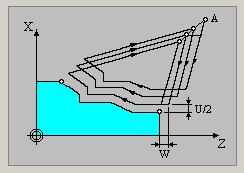
Ciclo fijo de seguimiento de perfil
P: Número del bloque de inicio de perfil.
Q: Número del bloque del final del perfil.
U: Exceso de material dejado en eje X.
W: Exceso de material dejado en eje Z.
F: Velocidad de avance.
S: Velocidad de giro del husillo.
T: Herramienta.
Los parámetros F, S, y T no son necesarios programarlos en esta línea.
Como es de costumbre, adjuntamos un trozo de código y un vídeo donde se puede ver como se ejecuta la función G73 en una máquina con trol FANUC 21i.
Programa ejemplo de ciclo fijo de seguimiento de perfil
N10 T0101 N20 G97 S550 M03 N30 G00 X48 Z0 N40 G01 X-1 F0.1 N50 G01 Z1 N60 G00 X48 Z1 N70 G73 U7 W0 R7 N80 G73 P90 Q180 U0.6 W0.3 F0.2 N90 G00 X27.8 Z1 S1200 N100 G01 Z0 F0.15 N110 G01 X29.8 Z-1 N120 G01 Z-10 N130 G01 X26 Z-12 N140 G01 Z-22.776 N150 G01 G02 X30.775 Z-28.041R7 N160 G01 X38 Z-48 N170 G01 Z-55 N180 G01 X42 N190 G00 X200 Z100 N200 M30
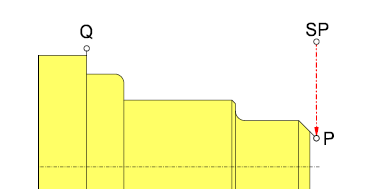
Finalmente se adjunta un vídeo donde se puede ver la trayectoria del mecanizado. Después del vídeo, más abajo encontraréis una imagen del plano de la pieza.
Y aquí el plano de la pieza.
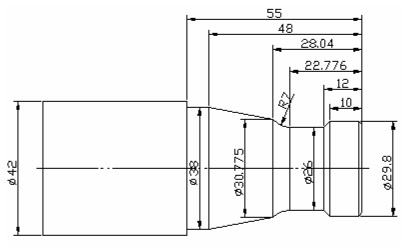
Pieza ejemplo
{kind=link}
Este ciclo lo he probado en maquina y no funciona correctamente las pasadas no son correlativas.
No sigue ni mantiene el perfil en las mismas zetas.
Únicamente funciona Programando G73 U0 W0 R1.
Es decir haciendo una única pasada, si le pides que repita sobre el mismo perfil variando la x con mas pasadas (R>1)no lo hace bien.