Ciclo fijo de roscado múltiple
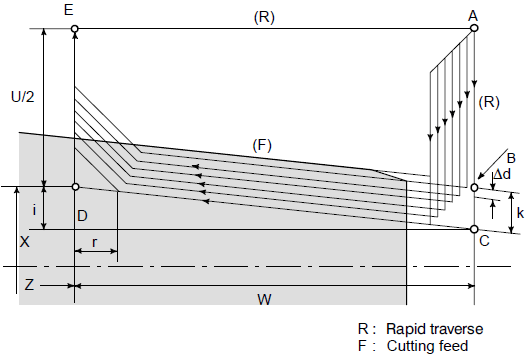
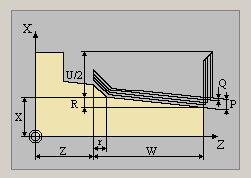
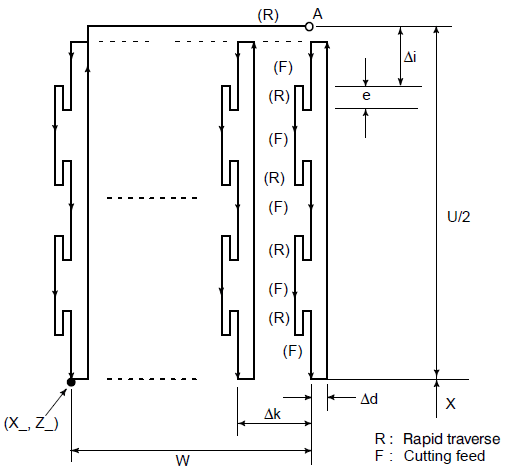
Esta función nos permite mecanizar roscas métricas, cilíndricas o cónicas en más de una pasada. Previo a utilizar el ciclo, la herramienta debe estar bien posicionada tanto en el eje X como en el eje Z. Por consiguiente, la herramienta terminará en el punto d posicionamiento.
Vamos a dar un repaso a los parámetros que tiene esta función. Primero se define el ciclo y a continuación los parámetros:
N150 G76 P010060 Q100 R0.05 N160 G76 X15.325 Z-22 R0 P766 Q250 F1.25
En la primera línea vemos:
G76 P010060 Q100 R0.05
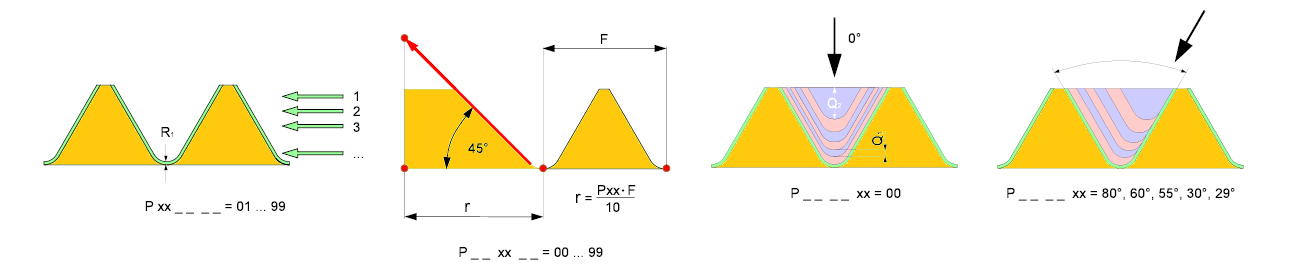
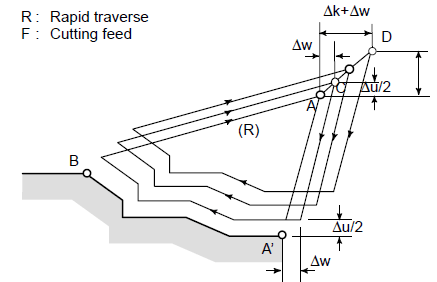
P: Es donde se define la rosca que vamos a mecanizar. Este parámetro encapsula tres parámetros. Es decir, almacena tres parámetros diferentes. Después de la P (Pxx—-), los dos primeros dígitos indican el número de repeticiones para el acabado. Los otros dos dígitos (P–xx–) definen el valor de achaflanado «r». Los dos últimos (P—-xx) indican el ángulo de la punta de la herramienta. A continuación un diagrama explicativo de estos tres parámetros.
A continuación la siguiente línea que es la definición de los parámetros.
G76 X12.325 Z-22 R0 P766 Q250 F1.25
X: Es el diámetro del final de la rosca en cotas absolutas.
Z: La cota final de la rosca en absolutas.
U: Es la distancia del punto de inicio al final de rosca. Se utiliza si programamos en incrementales y se representa en diámetro.
W: La distancia del punto de incio a final de la rosca. También en incrementales.
R: Valor del incremento del cono. Se utiliza para el mecanizado de roscas cónicas. Su valor es en micras.
P: Profundidad de la rosca. Se expresa en micras.
Q: Es la profundidad de corte de la primera pasada de roscado. Este valor también se expresa en micras y se toma en radios.
F: El paso de la rosca a mecanizar.
Si es un roscado cilíndrico…
Evidentemente si no se trata de un roscado cónico, habrá que poner el valor 0 en los parámetros pertinentes. Por ejemplo, si es una rosca cilíndrica, el parámetro R será igual a 0 y si r puede ser un retroceso recto pues tendremos que poner en el parámetro P el valor 00. (P–00–)
VER EJEMPLOS DE LA FUNCIÓN G76
Herramientas de corte con las que puedes probar G76
A continuación se muestra una serie de herramientas para torno. Sobre todo están pensadas para máquinas cnc de pequeñas dimensiones. También se adjuntan los insertos de recambio para esas herramientas.
{kind=link}