La función G74 además de ser un ciclo de desbaste longitudinal, puede ser también un ciclo fijo de taladrado profundo. En función de los parámetros que usemos realizaremos un mecanizado u otro. A continuación se explica la definición del ciclo y el uso de los parámetros para los diferentes mecanizados. Este ciclo realiza movimientos de retroceso para romper la viruta durante el cilindrado o taladrado.
Para realizar un ciclo fijo de desbaste longitudinal
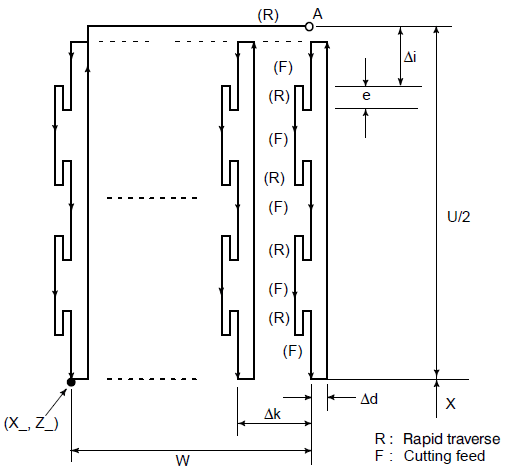
G74 R --> Definición G74 X Z P Q U F -->Parámetros
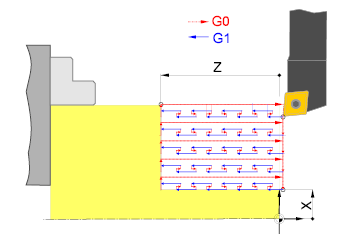
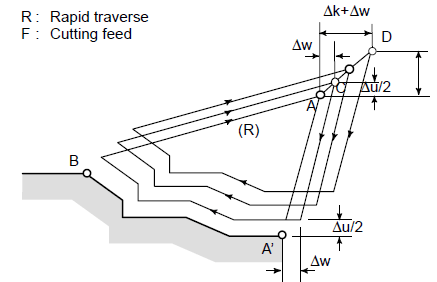
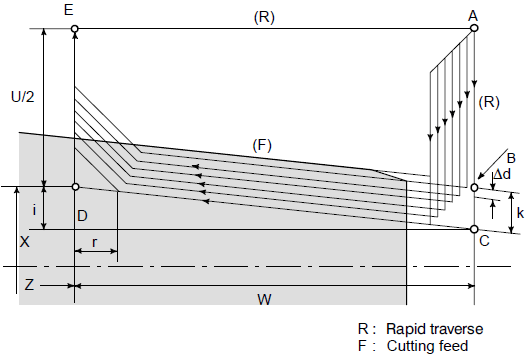
Desbaste longitudinal
R: Se refiere al valor del retroceso.
X: Coordenada del punto final en cotas absolutas. Para reflejar este valor en cotas incrementales es necesario utilizar el parámetro U en vez de X.
Z: Coordenada del punto final en cotas absolutas. Para reflejar este valor en cotas incrementales es necesario utilizar el parámetro W en vez de Z.
P: Número del bloque de inicio del perfil.
Q: Número del bloque del final del perfil.
U: Valor de la pasada en X.
F: Avance de trabajo.
Para realizar un ciclo fijo de taladrado profundo
G74 R -->Definición G74 X Z Q R F -->Parámetros
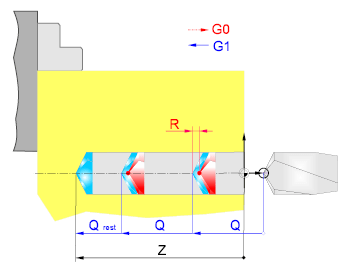
Operación de taladrado
R: Se refiere al valor del retroceso.
Z: Coordenada del punto final en cotas absolutas. Para reflejar este valor en cotas incrementales es necesario utilizar el parámetro W en vez de Z.
Q: Valor de la longitud de la pasada. Se debe indicar en micras.
F: Avance de trabajo.
En este primer ejemplo colocaré un trozo de código y la simulación en un vídeo. He intentado en el vídeo mostrar cómo trabaja esta función cuando utilizamos los parámetros X Z P Q U F. En él se puede apreciar el retroceso y las pasadas que va dando durante el ciclo fijo de desbastado longitudinal.
O00151 N10 T0202 N20 G97 S1000 M03 N60 G00 X23 Z1 N70 G74 R0.15 N80 G74 X21 Z-4 P90 Q120 U-1.0 F0.5 N90 G00 X23 Z1 S1200 N100 G01 Z0 N110 G01 X23 Z-4 N120 G01 X21 N130 G00 X22 N135 G00 Z5 N140 M30
En el siguiente código se puede ver la misma función pero utilizando otros parámetros. En este caso se convertirá en un ciclo fijo de taladrado profundo. Para ello se utilizarán los parámetros Z Q y F de la función G74.
O0001 N10 T0303 N20 G97 S1000 M03 N60 G00 X0 Z3 N70 G74 R5 N80 G74 Z-60 Q10000 F0.15 N90 G00 Z5 N100 G00 Z15 N140 M30
El vídeo que muestra el mecanizado de este código: