Ciclo fijo de acabado en torno
Se utiliza esta función para realizar el acabado en un perfil. Es decir, un ciclo fijo de acabado. Tan solo es necesario indicar el número de secuencia del primer bloque, el número del bloque al final del contorno y el avance.
Un ejemplo de los parámetros a utilizar podría ser el siguiente:
N520 G70 P175 Q300 F0.2
El bloque N175 inicia la secuencia del perfil y el bloque N300 finaliza la secuencia del perfil. Este mecanizado se realiza a un avance de 0.2 mm/v
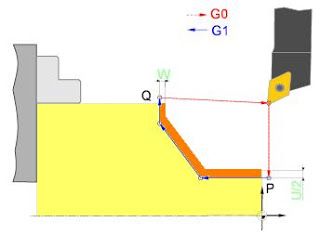
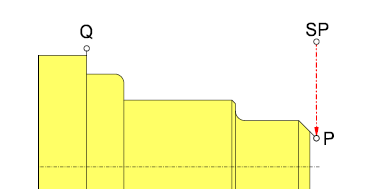
En la imagen el punto P seria la línea de programa con bloque número N175. El punto Q la línea de programa con bloque número N300. Para indicarlo en la función G70 tan solo hay que poner P175, no hace falta poner la N, para el inicio del perfil y Q300, no hace falta poner la N, cuando nos referimos al final del perfil.
Got a really nice post! good article , related to my search. I’m sure lots of people who search for something like this will look and appreciate this blog. keep it up:)
end mill recycling
se puede acabar con otra herramienta y g70
Hola buen día, tengo una pregunta, en caso tal que solo quiera realizar el g70 luego de haber hecho un proceso de desbaste y haber tenido que detener la máquina por algún motivo. Que tendría que hacer, ya que lo intenté solo ejecutando ese bloque y la herramienta se estrelló. Gracias