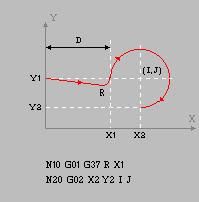
 Utilizamos la función G37 para realizar una entrada tangencial de la herramienta. Normalmente no es necesario llevar a cabo ningún tipo de cálculo. Casi siempre, las trayectorias a enlazar pueden ser recta con recta o recta con curva.
Utilizamos la función G37 para realizar una entrada tangencial de la herramienta. Normalmente no es necesario llevar a cabo ningún tipo de cálculo. Casi siempre, las trayectorias a enlazar pueden ser recta con recta o recta con curva.
La función G37 se debe introducir en el bloque cuya trayectoria se desee modificar. No se puede programar G37 con interpolaciones circulares. El movimiento es rectilíneo. También es posible realizar esta operación de una forma manual.
De la misma manera que se programa la entrada tangencial de forma manual, también se puede programar la salida tangencial de la herramienta de forma manual.
Aunque no se usa mucho esta función, creo que es interesante conocer su estructura.