Cómo se realiza el traslado de origen de coordenadas en una pieza
Es una función que realiza el traslado de origen de coordenadas de la pieza. Sobre todo se utiliza cuando la pieza a mecanizar tiene formas repetidas. Básicamente lo que hace es cambiar el cero de pieza. Al utilizar esta función no estamos efectuando ningún movimiento en los ejes. Se suele utilizar de la siguiente forma:
N050 G92 X-20
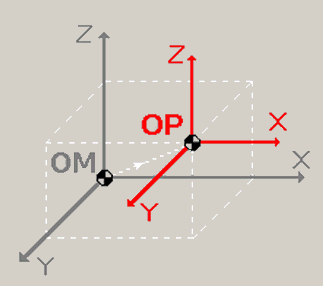
¿Que nos indica este bloque? Lo que nos dice esta línea de código es que la posición de la herramienta en ese justo momento se encuentra a X-20 del nuevo cero de pieza, lo que se traduce en que el cero de pieza con respecto al eje «X» se ha trasladado a 20 mm a la derecha de la posición en la que se encuentra la herramienta en ese momento. A continuación una ilustración para intentar aclarar el concepto.
 La herramienta se encuentra en la posición que refleja el dibujo (no nos centraremos en su posición). Justo cuando se ha ejecutado la ultima línea de código que la ha llevado a esa posición, ejecutamos la función G92 (N050 G92 X-20). Al ejecutar esta instrucción, le estamos diciendo al control que el nuevo origen de coordenadas de la pieza se encuentra a «20 milímetros a la derecha de la herramienta», o lo que es lo mismo, la herramienta se encuentra a -20 mm del nuevo origen de coordenadas de la pieza, de ahí el signo negativo. En los ejes «Y» y «Z» no hemos tocado nada, por lo tanto seguirán teniendo las mismas coordenadas.
La herramienta se encuentra en la posición que refleja el dibujo (no nos centraremos en su posición). Justo cuando se ha ejecutado la ultima línea de código que la ha llevado a esa posición, ejecutamos la función G92 (N050 G92 X-20). Al ejecutar esta instrucción, le estamos diciendo al control que el nuevo origen de coordenadas de la pieza se encuentra a «20 milímetros a la derecha de la herramienta», o lo que es lo mismo, la herramienta se encuentra a -20 mm del nuevo origen de coordenadas de la pieza, de ahí el signo negativo. En los ejes «Y» y «Z» no hemos tocado nada, por lo tanto seguirán teniendo las mismas coordenadas.
{kind=link}
Muchas gracias, has aclarado mis dudas sobre este código 🙂
También sirve como limitación de la velocidad del cabezal en el torno . Esto significa que el CNC no aceptará, a partir de ese bloque, la programación de los valores S superiores al máximo definido y tampoco se podrá superar ese máximo mediante las teclas del panel frontal.
Ejemplo:
N0010 G92 S1200
Gracias por la información. Muy buena.