CNC casero y partes mecánicas
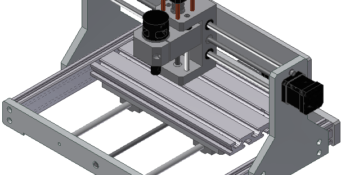
El cnc casero y sus conjuntos mecánicos Hoy en día tenemos muchas facilidades para poder construir nuestro propio cnc casero. De hecho existen infinidad de artículos en internet que hablan de cómo construir una máquina de control numérico. Entre esa infinidad está este.Además, tenemos una inmensa cantidad de piezas a nuestro alcance gracias a páginas como Amazon, Aliexpress, etc.. En esta entrada nos vamos a centrar más en la parte mecánica de estas máquinas caseras. Ya en su día dedicamos una entrada para la instalación eléctrica del control, y ahora, con esta entrada, completamos la parte mecánica. Empezamos hablando de la bancada XY de este cnc casero. Bancada XY En la captura de abajo se muestra el conjunto de la bancada XY. Es la parte de la máquina que soporta la mordaza de sujeción y realiza el movimiento del eje Y. En este conjunto hay bastantes elementos mecánicos. Algunos de ellos son: varillas roscadas, barras calibradas cromadas , casquillos lineales a bolas, perfiles de aluminio, conjunto anti-gap, elementos de sujeción, acoplamientos, etc.. Veremos cada uno de ellos, estudiaremos su función y donde podemos conseguirlos. Sujecion de mordaza del CNC casero En esta parte de nuestra máquina podemos ver la bancada donde sujetaremos nuestra pieza a mecanizar. Normalmente, en esta bancada se instala una mordaza de sujeción, aunque algunas veces se…