Parámetros de ciclo de taladrado
Con G200 se realiza un ciclo de taladrado. Los parámetros que utiliza son los que se detallan a continuación:
Parámetros de G200
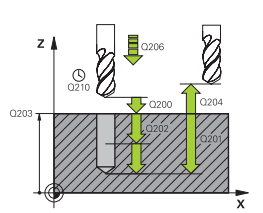
Q200: Distancia de seguridad. Es la distancia existente entre la punta de la herramienta y la superfície de la pieza.
Q201: Profundidad del taladro.
Q206: Avance de la herramienta en el taladrado. Se expresa en mm/min.
Q202: Profundidad de pasada.
Q210: Tiempo en segundos que espera la herramienta a la distancia de seguridad.
Q203: Coordenada de la superfície de la pieza. Valor en cotas absolutas.
Q204: Distancia de seguridad.
Q211: Tiempo de espera de la herramienta en el fondo del taladro. Se expresa en segundos.
Q395: Determina si la profundidad introducida es en referencia a la punta de la broca o a su parte cilíndrica. Puede adoptar los valores 0 y 1.
0 = Profundidad referida a la punta de la herramienta.
1 = Profundidad referida a la parte cilíndrica de la herramienta.
En el siguiente código de programa se puede ver un ejemplo de este ciclo de taladrado.
...
N150 T5 G17 S2300
N160 G00 Z+100 M6
N170 G00 M3
N180 G200 TALADRADO
Q200=1 ;
Q201=-3.5 ;
Q206=276 ;
Q202=3.5 ;
Q210=0 ;
Q203=-7.5 ;
Q204=10.5 ;
Q211=0 ;
N200 G00 X+60 Y+40
N210 G00 Z+3 M99
N220 G00 M9
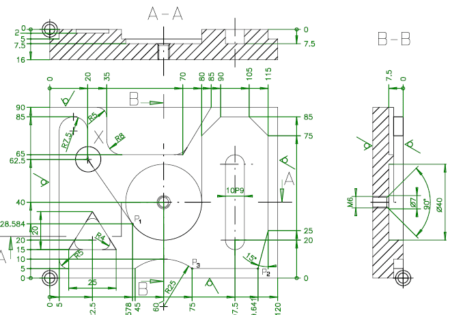
Taladrado de agujero roscado en X60 Y40
Lo que se ha mecanizado con este trocito de programa es el chaflán del agujero central que hay en la pieza del plano. En concreto el agujero roscado con coordenadas X60 Y40. Seguidamente veréis que entra una broca para realizar el taladrado del agujero. Esta broca utiliza otro ciclo para realizar ese taladrado, en concreto el G203. Más adelante ya lo veremos en detalle.
¿Que tal si vemos una pequeña simulación? Adelante!