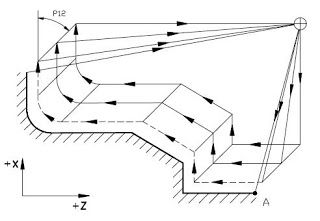
La función G66 realiza el seguimiento de un perfil ejecutando diferentes pasadas del mismo. Los parámetros a utilizar en la instrucción son los siguientes:
N60 G66 P0=K P1=K P4=K P5=K P7=K P8=K P9=K P12=K P13=K P14=K
Donde:
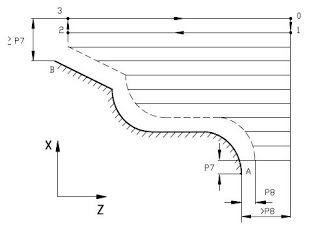
P0: Es la cota X del punto inicial (A) del perfil a mecanizar.
P1: Es la cota Z del punmto inicial (A) del perfil a mecanizar.
P4: Es el exceso de material.
P5: Paso máximo
P7: Demasía en el acabado para el eje X.
P8: Demasía en acabado para el eje Z.
P9: Velocidad de avance en pasada de acabado.
P12: Ángulo de la cuchilla de la herramienta. Si el valor de este parámetro es menor o igual a 45º, P4 se tomará como sobrante con respecto al eje X y P5 como paso máximo en X. Si es mayor de 45º, P4 se tomará como sobrante con respecto al eje Z y P5 como paso máximo en Z.
P13: Número del primer bloque de definición del perfil.
P14: Número del último bloque de definición del perfil.
Vamos a mecanizar el siguiente perfil:
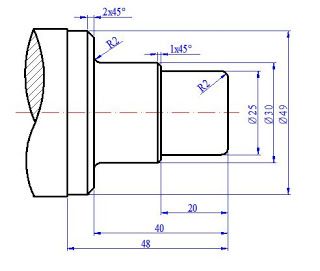
El programa es este:
N010 G53 Z69 N020 G53 N030 G92 S2200 N040 T1.1 N050 G90 G42 G95 G96 F0.15 S160 M03 N060 G00 X56 Z0.2 N070 G01 X-1.6 N080 G0 Z1 N082 G0 X56 N090 G66 P0=K0 P1=K0 P4=K12 P5=K2 P7=K1 P8=K1 P9=K100 P12=K40 P13=K280 P14=K330 N100 G40 X60 Z25 N110 M30 N280 G01 G36 R2 X25 N290 Z-20 N300 G39 R1.41 X30 N310 G36 R2 Z-40 N320 G39 R2.42 X49 N330 Z-48
Y a continuación el vídeo del mecanizado de este ejemplo.
que es el p13 y el p14???
el p13 es la linea primera del programa , es decir donde comienza y el p14 donde acaba el programa del perfil de la pieza
no entiendo porque P4 vale 12!! Por favor sería de gran ayuda. Saludos
P4 es el paso máximo en radios. O sea, el torno pasará 4 unidades en cada desbaste.
Hola Maria. P4 es el exceso de material que se deja en la pieza. En función del valor introducido en P12.
Son el bloque numérico al que pertenece el código que se esta haciendo el loop.
Como yo lo veo es así por ejemplo:
N0020 X_ Z_ (Código que inicializa la ubicación)
N0030 G68 X X X X X X X X X X X (Todo el código detallado arriba) P13=K0030 P14=K0190 <– bloque.
N0040 G01 X_ Z_ (ACÁ COMIENZA EL BLOQUE)
. . .
N0190 G01 X_ Z_ (ACÁ FINALIZA EL BLOQUE)
¿Así sí verdad?
Si. Aunque en la definición de los bloques, P13 debe ser igual a K0040.