Instrucción G82 para realizar un ciclo fijo de mecanizado de cara de tramos rectos.
Utilizaremos la instrucción G82 en los controles FAGOR 8025T cuando precisemos realizar un cilo fijo de refrentado de tramos rectos. Los parámetros de esta función son los siguientes:
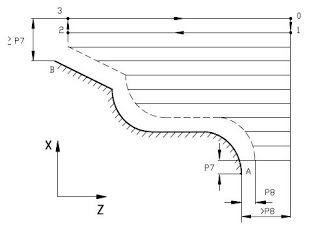
P0: Cota «X» del punto A. Se puede expresar en radios o diámetros.
P1: Cota «Z» del punto A
P2: Cota «X» del punto B. Se puede expresar en radios o diámetros.
P3: Cota «Z» del punto B.
P5: Paso máximo. Evidentemente deberemos indicar un valor mayor que cero, de los contrario nos mostrará un error.
P7: Exceso de material para el acabado en el eje «X».
P8: Exceso de material para el acabado en el eje «Z».
P9: Velocidad de avance para la pasada de acabado. Si queremos que no haya pasada de acabado deberemos indicárselo al control introduciendo el valor 0.
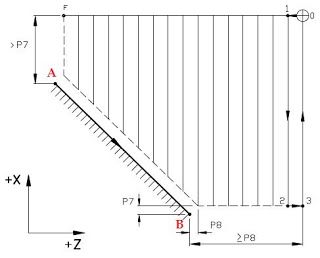
Aclaraciones: Véase diagrama. Los movimientos del punto 1 al punto 2 y del punto 2 al punto 3 se realizan a la velocidad de avance programada. Por el contrario, los movimientos que van del punto 0 al punto 1 y del punto 3 al punto 0 se realizan en avance rápido.
Si las coordenadas de los puntos son A(X40 Z-30) y B(X10 Z0) y posicionamos la herramienta en 0(X60 Z10) obtendremos el siguiente código:
.... N210 G00 X60 Z10 (Posicionamiento de la herramienta en el punto inicial 0. (Ver diagrama). N220 G81 P0=K40 P1=K-30 P2=K10 P3=K0 P5=K3 P7=K1 P8=K1 P9=K80