En controles FANUC 0i-TC, obtenemos el ciclo fijo de cilindrado mediante la función G90. Estaréis apreciando que instrucciones con el mismo número, realizan operaciones diferentes en controles diferentes. Esto es uno de los inconvenientes del control numérico. Para poder llegar a dominar más de un control, debes tener bien memorizado lo que hace cada instrucción, y como lo hace.
Esta función es bastante sencilla. Para un cilindrado normal, se utilizarán los siguientes parámetros.
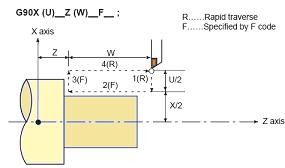 En FANUC cuando se programa en incremental se indica utilizando los ejes U y W en vez de los ejes X y Z, se refieren a los mismos ejes (U al X y W al Z).
En FANUC cuando se programa en incremental se indica utilizando los ejes U y W en vez de los ejes X y Z, se refieren a los mismos ejes (U al X y W al Z).
Cuando se programa en incremental, el signo de los valores de U y W depende de la dirección del recorrido 1 y 2. En la ilustración el signo de ambos seria negativo (el de U y W). Por ejemplo N10 G90 U-5 W-20 F0.2.
Cuando tenemos que cilindrar 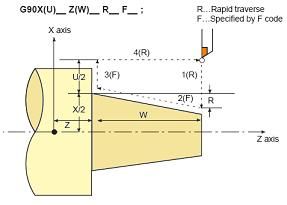 en forma de cono, se hace de la misma forma pero introduciendo un nuevo parámetro. Ese parámetro es el R (ver figura).
en forma de cono, se hace de la misma forma pero introduciendo un nuevo parámetro. Ese parámetro es el R (ver figura).
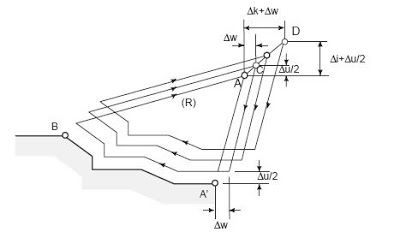
Los signos de U , W y R en el ciclo fijo de cilindrado cónico serán los siguientes (ver signos).