Mecanizado de entalladuras mediante ciclos
Cuando estamos mecanizando en controles sinumerik 840D T y queremos realizar una ranura, se utiliza la función de ciclo fijo de ranurado CYCLE93.
Con esta función se puede realizar el ciclo fijo de ranurado tanto en sentido longitudinal como transversal . El ciclo fijo CYCLE93 necesita los siguientes parámetros:
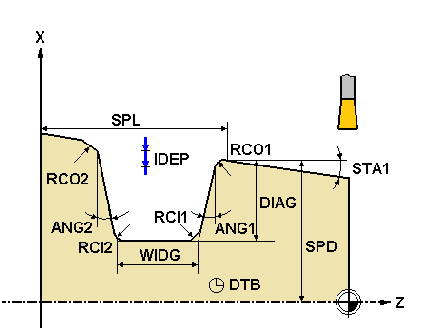
SPD: Punto de partida en X. Se debe introducir sin signo.
SPL: Punto de partida en Z.
WIDG: Anchura de la ranura. Se debe introducir sin signo.
DIAG: Profundidad de la ranura. Se debe introducir sin signo.
STA1: Ángulo existente entre el perfil mecanizado y el eje «Z». EL valor debe estar entre los 0º y los 180º inclusive.
ANG1: Ángulo de primer flanco. El del lado de la ranura determinado por el punto de partida. No hay que poner signo. Los valores que puede adoptar van desde 0º hasta menos de 90º.
ANG2: Ángulo de segundo flanco. El del otro lado de la ranura. No hay que poner signo. Los valores que puede adoptar van desde 0º hasta menos de 90º.
RCO1: Radio o chaflán 1. El del lado determinado por el punto de partida. Es externo. Si se trata de un radio, el valor debe tener signo positivo, por el contrario, si se trata de un chaflán, el valor debe tener signo negativo.
RCO2: Radio o chaflán 2. Es externo. Si se trata de un radio, el valor debe tener signo positivo, por el contrario, si se trata de un chaflán, el valor debe tener signo negativo.
RCI1: Radio o chaflán 1. El del lado determinado por el punto de partida. Es interno. Si se trata de un radio, el valor debe tener signo positivo, por el contrario, si se trata de un chaflán, el valor debe tener signo negativo.
RCI2: Radio o chaflán 2. Es interno. Si se trata de un radio, el valor debe tener signo positivo, por el contrario, si se trata de un chaflán, el valor debe tener signo negativo.
FAL1: Exceso de material dejado en el fondo de la ranura.
FAL2: Exceso de material dejado en los flancos de la ranura.
IDEP: Profundidad de penetración. El valor se introduce sin signo.
DTB: Temporización en el fondo de la ranura.
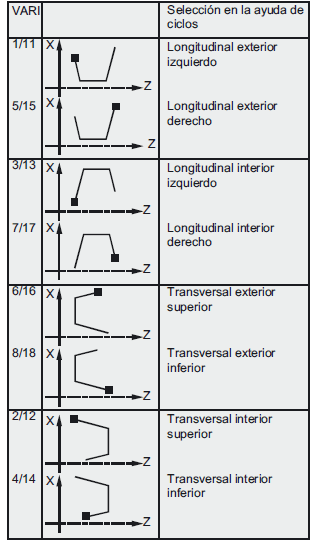
VARI: El tipo de mecanizado. Si este parámetro es menor de 10, la magnitud del parámetro se considera como longitud de chaflán. Si el valor es mayor de 10, entonces se considera como el ancho del chaflán en la dirección del movimiento.
Adjuntamos también una tabla que nos ayudará a asignar un valor al parámetro VARI del ciclo fijo de ranurado.