Mecanizado de contorno mediante subprograma
CYCLE 95 es un ciclo fijo que se dedica a realizar el mecanizado de un contorno partiendo de una pieza en bruto. Esta función es muy utilizada por los programadores y operarios. Se suele utilizar un pequeño programa donde está programado el perfil a mecanizar. Por lo tanto, los perfiles pueden ser cilindrados exteriores e interiores y refrentados exteriores e interiores.
A continuación veremos la especificación de CYCLE95. El formato a utilizar es el siguiente:
CYCLE95 (NPP, MID, FALZ, FALX, FAL, FF1, FF2, FF3, VARI, DT, DAM, _VRT)
NPP: Número del subprograma. El subprograma que contiene el contorno debe llamarse Lxxx. Donde xxx deben ser números enteros.
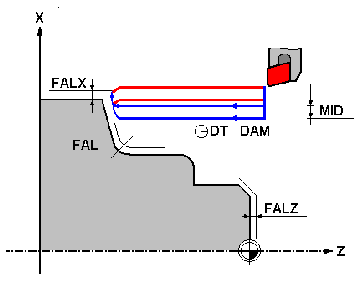
MID: Profundidad máxima de pasada. No debe tener signo este parámetro.
FALZ: Exceso de material en Z. Sin signo.
FALX: Exceso de material en X. No lleva signo.
FAL: Exceso de material paralelo al contorno. No tiene signo.
FF1: Avance para cortes de desbaste sin rebajes.
FF2: Avance para desbaste pero cuando hay profundización en rebajes.
FF3: Avance en acabado.
VARI: Tipo de mecanizado a efectuar. Ver tabla.
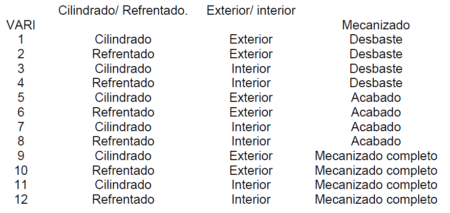
Diferentes valores del parámetro VARI_
DT: Temporización para rotura de viruta en el desbaste.
DAM: Longitud de desplazamiento para la rotura de viruta.
VRT: Trayectoria de retirada del contorno.
Parámetros CYCLE95
Vamos a simular este ciclo mediante un pequeño programa. Se utilizará la función CYCLE95 y además se creará un pequeño subprograma que será el encargado de marcar el contorno en la operación de desbaste. El contorno es bastante sencillo. Se adjunta dibujo del contorno del mecanizado.
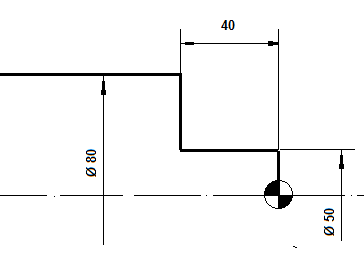
Desbaste con CYCLE95
Programas y simulación
El subprograma se llama L901 y es el siguiente:
G01 X50 Z0 Z-40 X80 RET
Y ahora nos queda el programa con la simulación del mismo más abajo.
N05 G54
N10 G90 G96 S500 F0.8 T1 D1 M03
N20 G00 X85 Z0.1
N30 G90 G01 X-0.50
N40 G00 Z3
N50 G00 X85
N60 CYCLE95 ("L901",1.000,0.000,0.000,0.100,0.8,0.5,0.7,9,0,0,0)
N100 G00 X100 Z100
M30
Hola Víctor.
Si no he entendido mal…
¿Es necesario crear una subrutina para utilizar este ciclo?
Gracias y enhorabuena por el blog amigo.
Hola, se podría explicar éste mismo ejemplo , pero en un control Sinumerik 840C, donde se ocupa L95. Gracias.