G72 (Código A) – Ciclo de desbaste paralelo al eje X
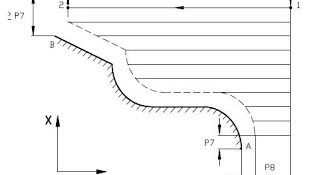
Con el ciclo G72 conseguimos realizar un desbaste paralelo al eje X. Es muy parecido al ciclo fijo G71. Para tener una idea intuitiva de su funcionamiento adjuntamos una captura donde se puede ver la estrategia de mecanizado que se lleva a cabo utilizando este ciclo fijo de desbaste paralelo al eje X. Donde: W: Profundidad de pasada. Este parámetro no tiene signo. R: Distancia de retroceso de la herramienta una vez ha realizado el mecanizado. P: Número de secuencia del primer bloque. Q: Número de bloque al final del contorno. W: Exceso de material en X. Sobremedida en X. U: Sobremedida en Z. F: Avance de trabajo. S: Velocidad de giro del plato. T: Número de herramienta. Como aclaración cabe decir que el avance, la velocidad del plato y la herramienta se pueden indicar o antes del bloque donde utilicemos la función G72 de desbaste paralelo al eje X, o bien en el mismo bloque G72. Si indicamos avances, velocidades o herramientas en bloques que se encuentran dentro del intervalo del perfil indicado, el control ignorará dichos parámetros. Sobre todo, cuando utilizamos esta función, hay que tener en cuenta los signos de los parámetros que indican el exceso de material dejado (U y W de color verde en la imagen de arriba.). A continuación se adjunta una imagen donde se puede apreciar los diferentes casos. …