Instruccion G68. Ciclo fijo de torneado.
Utilizamos esta instruccion G68 para mecanizar un perfil desbastado en el eje «X». El perfil puede contener tramos rectos y curvos. Todos las líneas del programa que definen el perfil se deben programar en cartesianas y en programación absoluta. Si existen tramos curvos, deberá indicarse el centro mediante los parámetros I y K con respecto al punto incial del arco.
Parámetros
El formato que deberá tener el bloque es el siguiente:
N060 G68 X_ Z_ C_ D_ L_ M_ K_ F_ H_ S_ E_ Q_
X: Cota «X» del punto inicial A.
Z: Cota «Z» del punto inicial A.
C: Pasada máxima (en radios).
D: Distancia de seguridad.
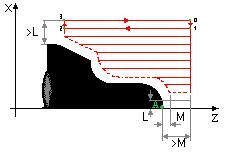
L: Exceso de material respecto al eje «X» (en radios).
M: Exceso de material en el eje «Z».
K: Velocidad de penetración en los valles.
F: Velocidad de pasada final de desbaste.
H: Velocidad de pasada de acabado.
S: Primer bloque del perfil.
E: Último bloque del perfil.
Q: Número de programa.
N010 (ORGX54=0, ORGZ54=69) N020 G54 N030 G95 G96 F0.20 S160 T1 D1 M04 N040 G00 G42 X55 Z0 M08 N050 G01 X-1 N060 G00 Z1 N070 G42 G00 X39 N080 G01 X45 Z-2 N090 Z-35 N100 X49 Z-40 N110 Z-60 N120 X51 Z-61 N130 G40 X60 Z20 N140 T4 D4 N150 G96 G41 X5 Z3 F0.15 S120 M04 N160 G68 X38 Z2 C1 L0.5 M0.2 H0.1 S170 E210 N170 X25 Z-15 N180 X25 Z-40 N190 X15 Z-40 N200 X15 Z-60 N210 X10 Z-60 N220 Z10 N230 M30