Contenidos de la entrada
Ciclo fijo de desbatado con instrucción G69 en torno cnc
Cuando realizamos un desbaste a lo largo del eje «Z», debemos utilizar la función G69. Al principio es algo compleja de entender, pero cuando se coge el concepto se convierte en una instrucción muy práctica y fácil de programar.
Argumentos que utiliza el ciclo de desbastado G69
Los parámetros son los siguientes:
N080 G69 X_ Z_ C_ D_ L_ M_ K_ F_ H_ S_ E_ Q_
A continuación se especifica el significado de cada parámetro.
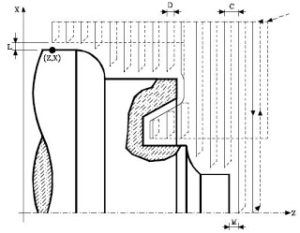
X: Cota X del punto inicial del perfil.
Z: Cota Z del punto inicial del perfil.
C: Paso del mecanizado.
D: Distancia de seguridad a la que se efectúa el retroceso de la herramienta en cada pasada.
L: Exceso de material que se deja, en referencia al eje X para pasada de acabado.
M: Exceso de material que se deja, en referencia al eje Z para pasada de acabado.
K: Velocidad de avance de penetración.
F: Velocidad de avance de la pasada final de desbaste.
H: Velocidad de avance de la pasada final de acabado.
S: Número de bloque donde empieza la definición del perfil.
E: Número de bloque donde finaliza la definición del perfil.
Q: Número del programa que contiene la definición del perfil. Si no se pone el parámetro, el control entiende que el perfil está definido en el mismo programa que contiene la llamada al ciclo G69.
Código del programa ejemplo
N020 G54
N030 G00 G90 G95 X60 Z10 F0.10 S1000 T1 D1 M4 M6
N040 G69 X50 Z-30 C2 D1 L0.5 M0.5 K0.5 F0.15 H0.08 S50 E70 (GOTO N080); Se utiliza para realizar la retirada de la hta.
N050 G1 X15 Z-10
N060 X15 Z0
N070 X0 Z0
N080 G00 X65 Z2
N090 M30
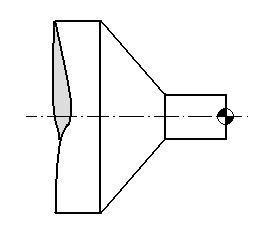
Simulación del programa ejemplo
La forma que tiene la pieza resultante es la que se muestra en la siguiente ilustración. Seguid el código del programa y acotad vosotros mismos la pieza. Es un buen ejercicio para comprender cómo funciona el ciclo G69.
————- VER EJEMPLOS DE G69 ————-
Probe tu ejemplo con winunisoft pero no funciona, tienes un ejmplo mas claro del ciclo G69, agradeceria tu colaboracion….saludos
Hola Anónimo:
He comprobado el código y si funciona para un control FAGOR 8050T.
En el vídeo verás que hay una línea de código en la simulación. Abajo del todo. Cierto es que no se ve muy bien, pero en esa línea hay los mismos parámetros que en el ejemplo.
¿Que error te lanza?
Te voy a dar otra opción para ver si puedes ver mejor el vídeo desde el principio de la reproducción.
La opción es la siguiente:
Te vas a este enlace que te pongo y te descargas el vídeo. Lo abres con tu reproductor que tengas predefinido en tu ordenador y miras la línea de código.
https://www.ssyoutube.com/watch?v=kxoJwPZxNgk
A ver que tal.
Saludos,
Víctor.
He probado tu programación con Winunisoft pero no funciona…..hay un ejemplo mas claro del ciclo G69, agradeceria tu colaboración