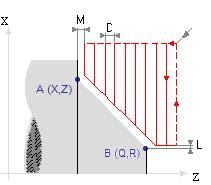
X es la cota «X» del punto A.
Z es la cota «Z» del punto A.
Q es la cota «X» del punto B.
R es la cota «Z» del punto B.
C es el paso máximo.
D Distancia de seguridad (Idem que en G81. No es obligatoria programarla).
L Exceso de material en referencia al eje X.
M Exceso de material en referencia al eje Z.
F Velocidad de pasada final de desbaste. (no es necesario programarla).
H Velocidad de la pasada de acabado. Si no se programa o se programa con 0, no existirá pasada de acabado.
En este pequeño programa se puede ver que el desbaste de material se lleva a cabo a lo largo del eje X.
%G8200
N020 G54
N030 G90 G95 G96 F0.2 S200 T1 D1 M4
N040 G92 S2000
N050 G0 X81 Z0
N060 G1 X-1.6 F0.2
N070 G0 Z2
N080 G0 X81
N090 G82 X70 Z-25 Q60 R-20 C1.5 L0.4 M0.2
N100 G0 Z5
N110 G0 X200 Z200
N120 M30
por que luego de g82 se introduce Q?
por que luego de ingresar g84 x z se coloca q y r ? no entiendo eso
por que luego de g82 se introduce Q?