Instrucción G81 (Ciclo fijo de torneado de tramos rectos)
La instrucción G81 también existe en el torno. La manera de utilizarlo difiere bastante de la manera de programarlo en la fresadora. La instrucción en este caso la programaremos de la siguiente forma:
N050 G81 X_ Z_ Q_ R_ C_ D_ L_ M_ F_ H_
En la ilustración podemos identificar cada parámetro.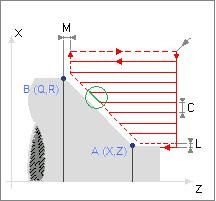
Vemos que X y Z son las coordenadas del punto A. Q y R son las coordenadas del punto B. C es el paso máximo o pasada, D es la distania de seguridad. Si no se programa D, el tramo en color verde rodeado con un circulo lo hace en G01. L es el exceso de material en el eje X y M el exceso de material en el eje Z. Por último quedan dos parámetros que son F y H. F se utilizaría para indicar la velocidad de la pasada final de desbaste (no es obligatorio utilizar este parámetro) y H para indicar la velocidad de la pasada de acabado. Si no se programa H o se programa con el valor 0, no existirá pasada final de acabado.
Para acabar, nada mejor que un ejemplo del ciclo G81 en torno. En el ejemplo el desbaste se realiza en una rampa perpendicular al eje Z (no es como en la ilustración). Pero el funcionamiento es exactamente el mismo.
%8100 N010 (ORGX54=0, ORGZ54=50) N020 G54 N030 G90 G95 G96 F0.2 S200 T1 D1 M4 N040 G92 S2000 N050 G0 X81 Z0 N060 G1 X-1.6 F0.2 N070 G0 Z2 N080 G0 X81 N090 G81 X57.182 Z-45.8 Q79 R-45.8 C1.5 L0.4 M0.2 N100 G0 Z5 N110 G0 X200 Z200 N120 M30
Saludos, trabajo con el programa winunisoft,(nivel básico) y al usar la función G81 en torno me pide estos parámetros.
N0… G81 P0=K…P1=K…P2=K…P3=K…P4=K…P5=K…P7=K…
P8=K…P9=K…
En lugar de X_ Z_ Q_ R_ C_ D_ L_ M_ F_ H_
¿Son válidas ambas fórmulas?
Gracias y felicitaciones por este blog.
Te pide esos parámetros porque estás trabajando con el modelo 8020(FAGOR) de control.
Perdon quise decir el modelo 8025T de FAGOR. Disculpa el error.
Gracias.