Roscado longitudinal en torno
Si hacemos servir la función G86 podemos mecanizar roscas interiores y exteriores en superficies cilíndricas o cónicas. Dependiendo del sentido de giro y de la dirección del mecanizado, las roscas serán a izquierdas o a derechas. En esta entrada hablamos de cómo se mecanizan las roscas a izquierdas o a derechas.
El formato del bloque es el siguiente:
N060 G86 X_ Z_ Q_ R_ K_ I_ B_ E_ D_ L_ C_ J_ A_ W_
Explicación de los parámetros de la función G86
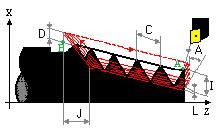
X es la cota «X» del punto inicial A.
Z es la cota «Z» del punto inicial A.
Q es la cota «X» del punto final B.
R es la cota «Z» del punto final B.
K es un parámetro opcional.
Define la cota según el eje Z, del punto en que se efectúa la medición de la rosca.
I Profundidad de la rosca (en radios).
B es la profundidad de la pasada (en radios).
E es el valor mínimo que puede alcanzar la profundidad de pasada.
D es la distancia de seguridad (en radios).
L indica el exceso de material (expresado en radios)
C es el paso de la rosca.
J distancia de salida de rosca.
A es el ángulo que tiene la punta de la herramienta.
W es un parámetro opcional. Está estrechamente relacionado con el parámetro K. El parámetro W indica la posición angular del cabezal.
¿Podrías poner un ejemplo de utilización de los parámetros K y W por favor?
¿Sirven para el repaso de roscas?
Gracias
Ronin.cnc
¿Cómo es la medida en radios?
Lo intento hacer en un simulador de CNC pero no me funciona, me aparece un error: "Línea (X): Error de datos", o algo por el estilo.
Muchas gracias, muy útiles todas las entradas