Instrucción G66 (Ciclo fijo de seguimiento de perfil)
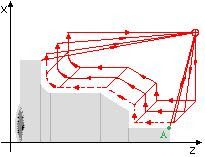
La instrucción G66 se suele utilizar para mecanizar un perfil en varias pasadas. El perfil puede contener tramos rectos, curvos, chaflanes, etc… Es una función muy apropiada para mecanizados con piezas con pre forma. Normalmente moldes para botellas, coquillas, etc…
Los parámetros a programar son los siguientes:
N070 G66 X_ Z_ I_ C_ A_ L_ M_ H_ S_ E_ Q_
 X es la cota «X» del punto inicial A.
X es la cota «X» del punto inicial A.
Z es la cota «Z» del punto inicial A.
I Sobrante de material. Material a eliminar de la pieza de origen.
C es la pasada máxima.
A* eje principal del mecanizado. Su programacion no es obligatoria.
L exceso de material en el eje «X».
M exceso de material en el eje «Z». Su programación no es obligatoria.
H es la velocidad de avance en el acabado.
S es el primer bloque del perfil.
E es el último bloque del perfil.
Q es el número de programa. no es obligatoria su programación.
*
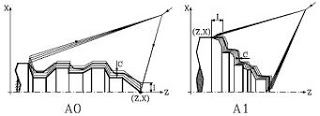 Si el parámetro A toma el valor cero, el parámetro I se toma como exceso de material en «X» y C es la pasada, en «X» también.
Si el parámetro A toma el valor cero, el parámetro I se toma como exceso de material en «X» y C es la pasada, en «X» también.
Cuando toma el valor 1 es lo mismo pero con respecto al eje «Z».
(Programación para controles FAGOR 8050T)