Contenidos de la entrada
Interpolación circular a derechas y a izquierdas G02 y G03 respectivamente
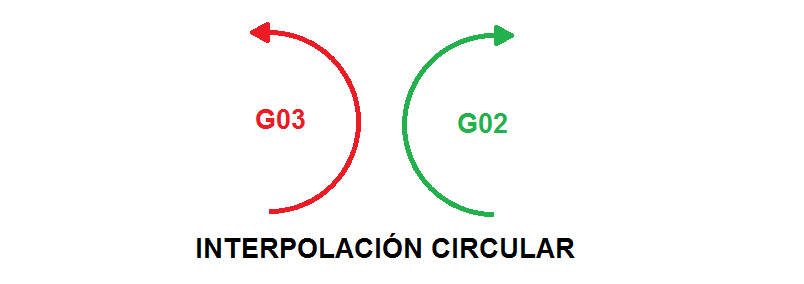
Para programar un mecanizado circular a un avance programado utilizamos las funciones G02 y G03, donde G02 corresponde a una interpolación circular a derechas (en el sentido de las manecillas del reloj), y G03 es una interpolación circular a izquierdas.
Cómo iniciar la programación de la interpolación circular
Lo primero a tener en cuenta es que para iniciar esta interpolación circular, deberemos situar la herramienta en el punto de inicio del arco. Una vez la herramienta se encuentre en el inicio del mecanizado el control iniciará la interpolación circular en función de los valores de los parámetros que hayamos introducido.
Si se introducen valores erróneos, el control nos avisará lanzando un mensaje de error.
Vamos a ver como es la estructura de un bloque de programa para realizar una interpolación circular.
Parámetros de un bloque para utilizar G02 o G03
N0010 G02/G03 X_ Y_ I_ J_K_
A continuación se detalla lo que es cada argumento:
– G02/G03 Interpolación circular a derechas o a izquierdas, respectivamente.
– X Coordenada «X» del punto final del arco. La cota se puede dar en absolutas o en incrementales.
– Y Coordenada «Y» del punto final del arco. La cota se puede dar en absolutas o en incrementales.
– I Distancia en sentido del eje «X», desde el punto inicial del arco hasta el centro del arco. Esta cota siempre se dará en incrementales.
– J Distancia en sentido del eje «Y», desde el punto inicial del arco hasta el centro del arco. Esta cota siempre se dará en incrementales.
– K Distancia en sentido del eje «Z», desde el punto inicial del arco hasta el centro del arco. Esta cota siempre se dará en incrementales.
Explicación de la instrucción
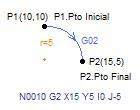
Por lo tanto, según lo arriba expuesto, el bloque para efectuar una curva como la de la figura sería el siguiente:
N0010 G02 X15 Y5 I0 J-5
Donde :
G02: Interpolación circular a derechas (a la velocidad del avance programado).
X15: Cota X del punto final del arco.
Y5: Cota Y del punto final del arco.
I0: La distancia que hay en sentido del eje «X» desde el punto de inicio del arco hasta el centro es 0.(Recordad que esta cota siempre será en incrementales, independientemente de si estamos programando en cotas absolutas o incrementales.)
J-5: La distancia que hay en sentido del eje «Y» desde el punto de inicio del arco hasta el centro es -5.(Recordad que esta cota siempre será en incrementales, independientemente de si estamos programando en cotas absolutas o incrementales.)
Algún ejemplo de estas funciones
Para finalizar se adjunta un enlace donde podrás ver una entrada tangencial de la herramienta utilizando interpolaciones circulares.
Ver el ejemplo de entrada tangencial de la herramienta.
Se puede decir con total certeza que G03 y G02 son unas de las funciones más utilizadas en la programación cnc. El uso de éstas puede ser en los tres planos de trabajo (XY, XZ, YZ).
VER EJEMPLOS G02 / G03 EN TORNOS CNC
VER EJEMPLOS G02 / G03 EN FRESADORAS CNC
Recomendaciones técnicas
Ahora para acabar y aprovechando la entrada os recomiendo un buen libro de mecánica muy utilizado en todos los talleres, o si no en todos, en casi todos.Es una excelente herramienta para ayudar al operario de taller o al ingeniero en oficina y en taller. Se le suele llamar el Casillas o el libro de cálculos de taller. Vale la pena tenerlo siempre cerca. En él están todos los cálculos que necesites hacer en un taller mecánico, incluidos también el cálculo de avances de las herramientas, velocidades de corte, tipos de materiales, herramientas, trigonometría, etc…Estoy seguro que os puede ser de gran ayuda. Le podéis echar un vistazo aqui.Existe también otro prontuario algo más actualizado que el casillas que se llama máquinas. Es también una excelente guía para el operario y el ingeniero. En él también podéis encontrar fórmulas matemáticas para diferentes cálculos mecánicos.La verdad es que es una muy buena herramienta para el taller. Lo podéis ver en este enlace.
{kind=link}
Muchas gracias por este apunte. Me ha resultado muy util para realizar un ejercicio de clase.
Un saludo.
Gracias a ti por haber utilizado esta página.
Un saludo,
Víctor.
Ando medio confundido por no saber que tipo de máquina voy a usar pero veo que tus "manuales" por decirlo de alguna manera son excelentes, te lo agradezco mucho y pues ya te pongo en mis favoritos.
Me ha sido muy util este blog pues refuerzo lo que estoy estudiando pues me inicio en este mundo del CNC.
Yeah, exelente, lo necesitaba, muy buen blog 😀 , grasias men
OOh Sy Amigo Me Salvaste :3
excelente para recordar este tema estoy por retomar este trabajo y ,me sirvio mucho lo de G02 y G03
Buenos días, pero si el arco varía en x y en y, se le apunta en I y J respectivamente? Siempre sería en negativo?
UTIL PERO ME QUEDO CON LA DUDA, REQUIERO HACER UNA CAJA PARA UN TORNILLO ALLEN, ES DECIR EL BARRENO DE 5MM Y LA CAJA PARA LA CABEZA DEL TORNILLO. COMO LE HAGO PARA QUE COMPLETE LA VUELTA 360°. YA QUE ESTE EJEMPLO SOLO CONTEMPLA 90°.
Lo que comentas podrías hacerlo sin necesidad de utilizar ninguna interpolación circular, ya que se podría utilizar una fresa con diámetro de la cabeza de tornillo más un milímetro aproximadamente.
Pero bueno, no tendrias problemas en hacerlo mediante interpolación circular, ya que podrias programar el circulo en dos mitades y asi harias el circulo entero.
Un saludo
Que tal, tengo una duda; la CNC donde maquino solo requiere los puntos de inicio y finales y el radio para hacr una circunferencia, pero no se en que lugar debo introducir el radio. Si entre puntos finales e iniciales o despues de los puntos finales o antes de los puntos iniciales.
1)
G01 X11. Y11.R12. F100.;
GO3 X22. Y22. F150.;
2)
G01 X11. Y11. F100.;
GO3 X22. Y22. R12. F150.;
3)
G01 R12. X11. Y11. F100.;
GO3 X22. Y22. F150.;
Espero me puedan ayudar
la R es una letra de ayuda para el codigo G en este caso el codigo mandatorio G02 o G03 es el que rige a la R, en otros casos en los enlatados como el G81 es su mandatorio y R es su complemento a este
¿Que códigos utilizo para que se realice en sentido horario o sentido en anti-horario?
G02 Horario
G03 Anti-horario
Buenas
Tengo una duda y quisiera su ayuda. estoy trabajando en fagor 8055 y estoy realizando una ranura concava y tengo que hacerla en el plano de trabajo Y-Z. Como seria la programacion con G02/G03 en polares?.
Espero su respuesta. Gracias.
necesito hacer una pieza pero especificando el radio, soy nuevo en esto, me podrían ayudar?? x cierto la maquina es un torno cnc
Buenazo loco…gracias por el aporte…