G24 (Ciclo fijo de refrentado recto). Función para control FANUC 16i-TC
Utilizamos esta función G24 (Ciclo fijo de refrentado recto) para realizar un mecanizado de cara. Es una función modal. La manera de utilizar esta función es la siguiente:
N050 G24 X(U)_ Z(W)_ F_
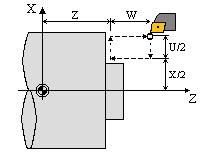
X Es la medida del diámetro a refrentar.
U Distancia del punto inicial al final (se utiliza cuando programamos en cotas incrementales).
Z Longitud a refrentar.
W Distancia del punto inicial al final (se utiliza cuando programamos en cotas incrementales).
F Velocidad de avance en el refrentado.
Mecanizado de un cono con G24
Para realizar un ciclo de refrentado cónico, bastará con añadir el famoso parámetro R. La línea de programa quedará de la siguiente forma:
N050 G24 X(U)_ Z(W)_ R_ F_
X Es la medida del diámetro a refrentar.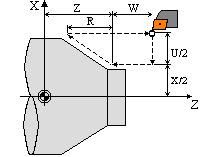
U Distancia del punto inicial al final (se utiliza cuando programamos en cotas incrementales).
Z Longitud a refrentar.
W Distancia del punto inicial al final (se utiliza cuando programamos en cotas incrementales).
R Dimensión cónica incremental con respecto al eje «X».
F Velocidad de avance en el refrentado.