Realizar un ciclo fijo de desbaste en el eje X con control FANUC 16i-TC
Esta función se utiliza para realizar un ciclo fijo de desbaste en controles FANUC 16i-TC. En el perfil pueden haber tramos rectos, cónicos o curvos. Para realizar el acabado del perfil se utiliza la función G72. En el ciclo G73 hay dos tipos de parámetros que veremos seguidamente.
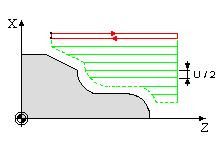
Se utilizan dos parámetros:
U Indica la profundidad de la pasada (en mm).
R Distancia de retirada en cada pasada.
N050 G73 U1.5 R1
TIPO I
En este mismo ciclo de trabajo podemos utilizar con la misma función otros parámetros. Se suele utilizar para perfiles monótonos.
P Es el número de bloque de inicio del perfil. 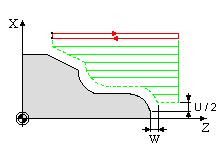
Q Es el número de bloque del final del perfil.
U Exceso de material con respecto al eje X.
W Exceso de material con respecto al eje Z.
F Velocidad de avance.
S Velocidad de giro del cabezal.
T Definición de la herramienta.
Al utilizar este primer tipo, hay que indicar que el primer movimiento que debe realizar este ciclo es en G00 y posicionamiento en el diámetro (eje X) del inicio del perfil, sin el posicinamiento en Z.
N050 G73 P _ Q_ U_ W_ F_ S_ T_
TIPO II
Con este tipo podemos programar perfiles de hasta 10 concavidades. Como sucedía en el primer tipo, el primer movimiento que debe realizar este ciclo es en G00 y posicionamiento de X y Z. Los parámetros de programación son exactamente los mismos.
A continuación un ejemplo. Veremos como los parámetros F, S y T no son necesarios colocarlos en la misma línea del cilo G73.
N010 G10 P0 Z-69 N020 G92 S2200 N030 T0101 N040 G95 G96 G42 F0.20 S160 M04 N050 G00 X52 Z0 M08 N060 G01 X-1.6 N070 G00 Z4 N080 X52 N090 G73 U2 R1 ; U2="Pasada de 2 mm" y R1="Retirada de la herramienta a 1 mm de la superficie" N100 G73 P110 Q170 U1 W0.3 N110 G00 X8 ;-------------------------> Inicio perfil acabado. N120 G01 X13 Z-1.5 N130 Z-10 N140 X21 Z-14 N150 Z-27 N160 X35 Z-40 ;-----------------------> Final perfil acabado. N170 X50 N180 G00 X100 Z100 N190 T0303 N200 G96 G42 F0.12 S185 M04 N210 G42 G00 X54 Z2 N220 G72 P110 Q160 N230 G40 X50 M09 N240 G28 U10 W0 N250 M30
muy buen aporte gracias
oyes para las piezas que no son monotomas que codigo de cilco enlatado uso
oyes para las piezas que no son monotamas
oyes para las piezas con geometria no monotonas
que codigo de cilco enlatado uso