Instrucción G84 (Roscado con macho)
En fresadora la instrucción G84 es utilizada cuando tenemos que efectuar una rosca con machos. La estructura del bloque es muy simple.
N040 G84 G98/99 X_ Y_ Z_ I_ K_
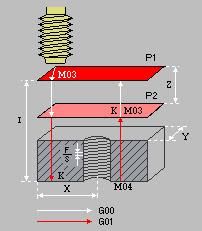
En la ilustración se puede ver lo que es cada parámetro.
X e Y son las coordenadas donde se encuentra el agujero a roscar.
Z Es la cota de inicio. Donde el macho empezará su movimiento en G01.
I Es la profundidad.
K Es la temporización (en centésimas de segundo).
El valor de F, en las operaciones de roscado con macho, siempre vendrá dado por la velocidad de giro del cabezal multiplicado por el paso de la rosca. Ni que decir tiene que hay que tener una velocidad de giro del cabezal apropiada a las condiciones de trabajo del macho de roscar.
Una posible linea de programa con G84 podria ser la siguiente:
N040 G84 G99 X18.25 Y25 Z15 I-12 K50
Hola Victor soy Ramon, me puse en contacto contigo hace ya algun tiempo, te comente que tengo un taller de mecanizado, el problema que tengo, es el siguiente, en el centro de mecanizado se programar cosas sencillas como te dije en su dia, pero si me vienen cosas algo mas complicadas, pues no las puede hacer y ese es el problema.
Tengo un cliente de hace tiempo y tiene muchisimo trabajo, pero claro no me puede dar nada si no salen las piezas logicamente en su tolerancia ect…
El tema que para conseguir eso , una de las dos, o busco a alguien que me haga los programas de los planos que me vayan mandando, y yo aqui en la maquina ir sacando trabajo, o meter a una persona para que me vaya preparando el centro y dejarmelo listo para sacar piezas, no se de que me manera me puedes echar una mano, no se si tu trabajar fuera de madrid… o conoces a alguien.
Un saludo.
Creo que también se podría programar con G95, esto es, el avance F en mm/rev.
Claro que en este caso F = paso de la rosca.
Ronin.cnc
tengo un problema cuando maquino contornos. en los radios o arcos, la maquina lo hace por puntos y esto hace que mi herramienta se force….alguien puede ayudar
Hola me encuentro roscando en fanuc con g84 roscas de gas 1/2 pero o se m dale el macho o m levanta la pieza un poco en la salida .
Las condiciones son las marcadas por el fabricante pero no se como solucionar ese problema