Contenidos de la entrada
¿Qué es el mandrinado?
El mandrinado es un proceso de mecanizado que utiliza una herramienta de corte parecida a una broca que está diseñada para agrandar un agujero que ya está mecanizado en la pieza y de esta manera mejorar el acabado superficial y la precisión del diámetro del agujero. El corte quita material del interior de la pieza de trabajo. El mandrinado tiene una amplia gama de aplicaciones. Puede mecanizar agujeros de diferentes tamaños y diferentes grados de precisión. Para realizar taladros de gran diámetro, alta precisión de diámetro y del posicionamiento del agujero, el mandrinado es casi el único método de procesamiento.
Es posible realizar este mecanizado en tornos y fresadoras.
Diferentes maneras de realizar un mandrinado
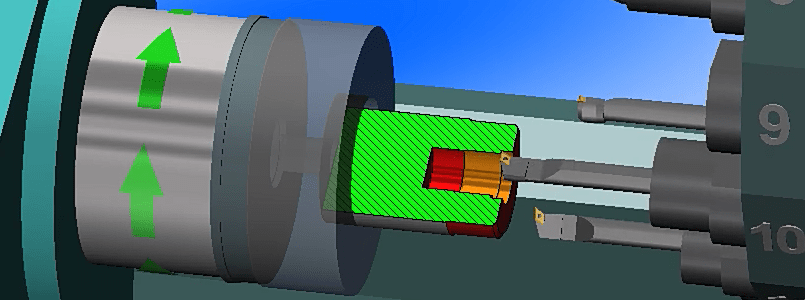
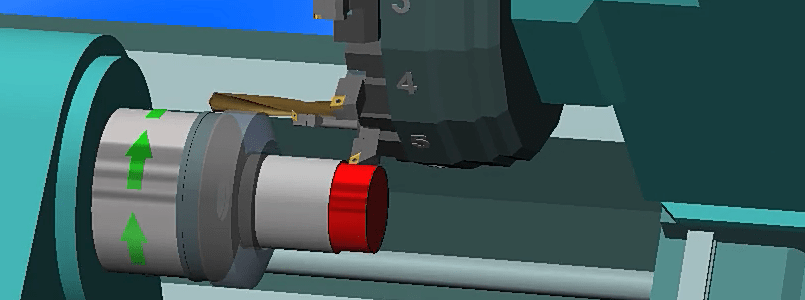
La pieza de trabajo gira y la herramienta avanza, normalmente mecanizado en el torno. El centro del orificio después del mecanizado coincide con el eje de rotación de la pieza mecanizada, la redondez del orificio está determinada principalmente por la precisión giratoria del husillo de la máquina, y el error de geometría axial del orificio depende principalmente de la precisión de posición de la dirección de avance de la herramienta con respecto al eje de rotación de la pieza de trabajo. Este método de mandrinado es adecuado para mecanizar agujeros con requisitos coaxiales con la superficie del círculo exterior.

La herramienta de corte está girando y la pieza de trabajo avanza. El husillo de la mandrinadora hace girar la herramienta de mandrinar y la mesa de trabajo mueve la pieza de trabajo para que avance y se produzca el mecanizado.
La herramienta gira y avanza. Al aplicar este proceso de mandrinado, es posible que la deformación por tensión de la herramienta de mandrinar sufra una pequeña deformación. Podríamos mecanizar un agujero cónico si abusamos de la velocidad de avance.
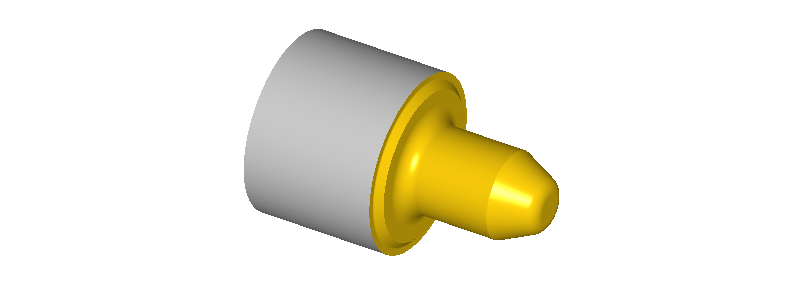
Mandrinado en torno con seguimiento de perfil
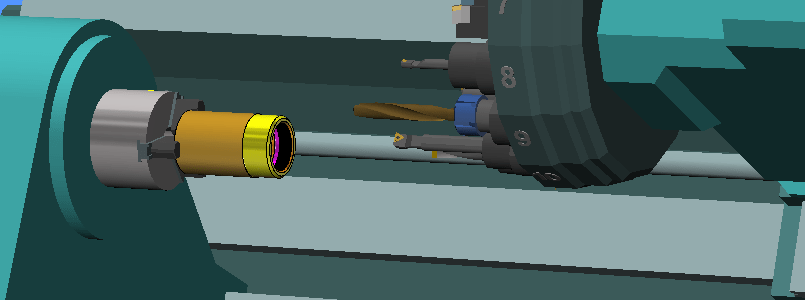
Esta vez se adjunta un ejemplo de un mandrinado con la función G71. Como veréis en el ejemplo, esta función se puede utilizar para realizar desbastes de cilindrados interiores. Para ello se utiliza una herramienta de torneado interior. En este enlace podéis encontrar numerosos tipos de herramientas de interiores.
La herramienta que se utiliza en este ejemplo es una herramienta interior con refrigeración SDUCL 07 con plaquita DCMT 070204_A16M. En el enlace que os he adjuntado podéis identificarla.
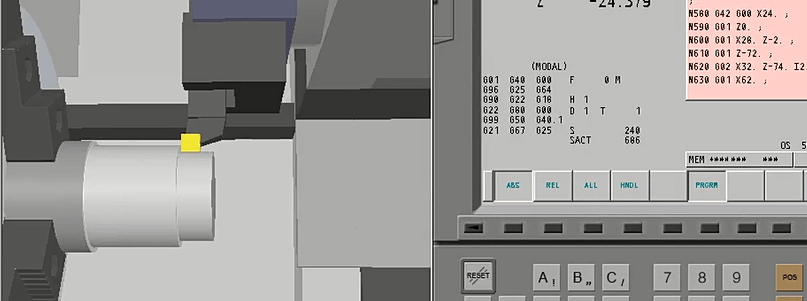
Programa ejemplo de mandrinado
N260 (Desbaste longitudinal en mandrinado)
N265 T1010
N270 G97 S0300 M3
N275 G96 S0125
N280 G00 X30. Z2. M4
N285 G71 U2. R1
N290 G71
P295 Q350 U-1. W0.1 F0.25 N295 G41 G00 X48.38 Z2.
N300 G01 X40.38 Z-2.
N305 G01 Z-12.2
N310 G01 X42.665 Z-14.179
N315 G03 X42.88 Z-14.58 I-0.695 K-0.401
N320 G01 Z-19.198
N325 G03 X41.276 Z-20. I-0.802 K0.
N330 G01 X40.38 N335 G01 X38.
N340 G01 Z-23.
N345 G01 X28. Z-33.723
N350 G40
N355 G00 X520.
N360 G00 Z128.9
N365 M9
N370 M30
{kind=link}