Contenidos de la entrada
Programación CNC en Alphacam para un centro de mecanizado
Introducción al programado
Vamos a ver en esta entrada el proceso de programado y mecanizado completo de una pieza sencillita donde tendremos que utilizar tres tipos diferentes de herramientas. Lo realizamos en un centro de mecanizado con control FAGOR 8055M. Es un control algo antiguo, pero todavía muy utilizado en muchos talleres, al menos aquí en España.
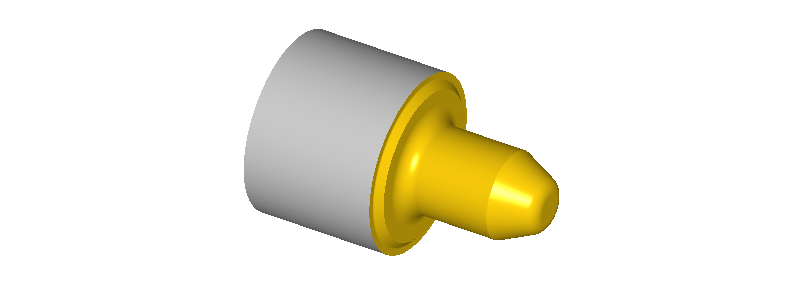
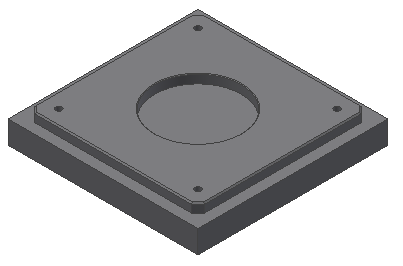
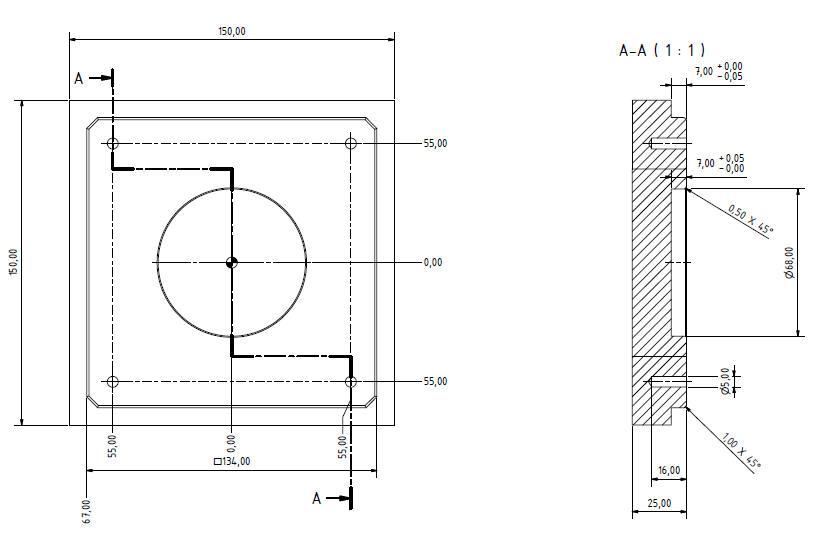
Os pongo aquí abajo una captura en vista isométrica de la pieza que vamos a mecanizar. Las dimensiones de la pieza están debajo de la vista.
Las herramientas que se van a utilizar son las siguientes:
- Herramienta de metal duro de 4 labios de D20 mm. Profundidad útil de corte 40 mm. Esta es la número 1. En el enlace puedes ver algunas de herramientas de ese tipo. Ver herramienta.
- Herramienta para desbastado de la cajera circular. Es la misma que utilizamos para el primer mecanizado. Es la herramienta nº1.
- Herramienta para realizar los chaflanes a 45º de los contornos. Es la herramienta nº3. Ver herramienta.
- Para realizar el taladrado se utiliza la herramienta nº7. Es una broca de 5 mm de diámetro.
- La herramienta de acabado es la número 5. Es una fresa integral de diámetro 20 mm
El programa de mecanizado lo voy a realizar con el software Alphacam 2015 R1. Una vez realizado el programa será traducido por un post procesador a un código legible para un control FAGOR 8055M. Este postprocesador lo he programado yo para esta entrada. En sucesivas entradas veremos algo más sobre cómo modificar postprocesadores y programarlos para controles diferentes.
Trabajar el 2D de la geometría
Lo primero que he hecho ha sido realizar un archivo DXF en Autodesk Inventor, que es el programa que he utilizado para hacer el diseño de la pieza, para así poder importarlo desde Alphacam y trabajar con su geometría.
Una vez importado empezamos a tratar el dibujo para conseguir los contornos que nos interesan para así poder realizar los mecanizados en base a ellos. En esta captura de abajo se puede ver como se está utilizando el comando Join para poder unir las geometrías del contorno. También es necesario usar los comandos trim y break para poder romper geometría que no nos interesa para realizar los mecanizados.
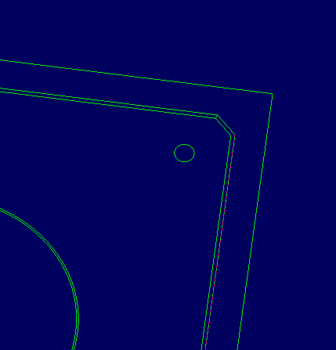
Para cada zona de mecanizado se deberá preparar el 2D. Así de esta manera queda bien definida la parte que se tiene que mecanizar y la que no va mecanizada. Este trabajo de preparación del 2D es muy importante.
Normalmente la geometría que hay que depurar suele ser el contorno exterior de la pieza, para realizar el bruto de material, zonas de contornos con mecanizados, cajeados rectangulares, etc…
Preparar el mecanizado
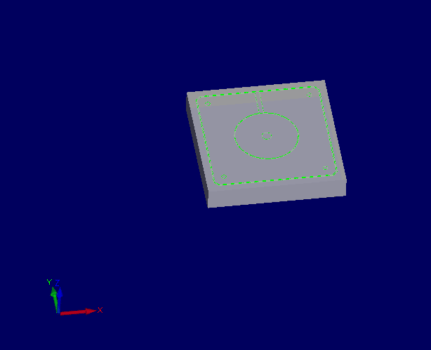
Cuando ya se tienen preparadas las zonas del mecanizado en el 2D tenemos que pasar al mecanizado de esas partes. Se define el bruto de material y obtenemos el taco que va a ser mecanizado.
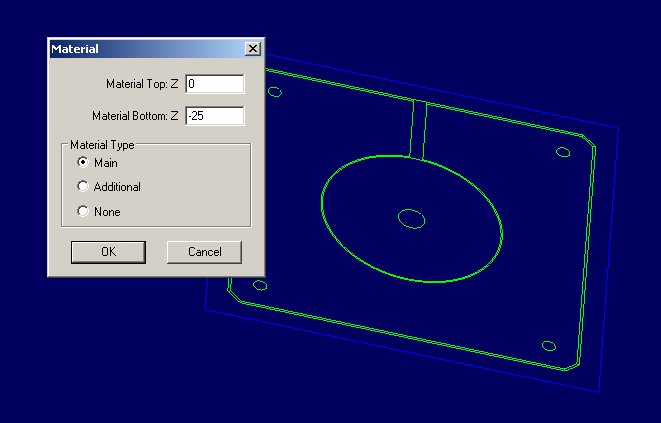
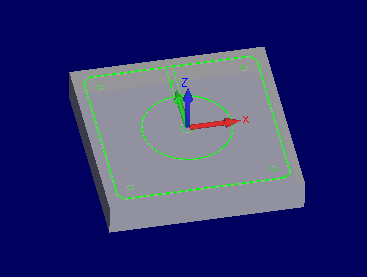
Ahora ubicamos el cero en la zona de la pieza que a nosotros nos vaya mejor. En mi caso lo voy a poner en el centro de la geometría.
Podéis mirar las entradas relacionadas con la edición 2D en Alphacam en este enlace.
Ya tenemos el bruto configurado y también disponemos del cero de pieza ubicado donde yo quería. Lo siguiente será empezar por los diferentes mecanizados.
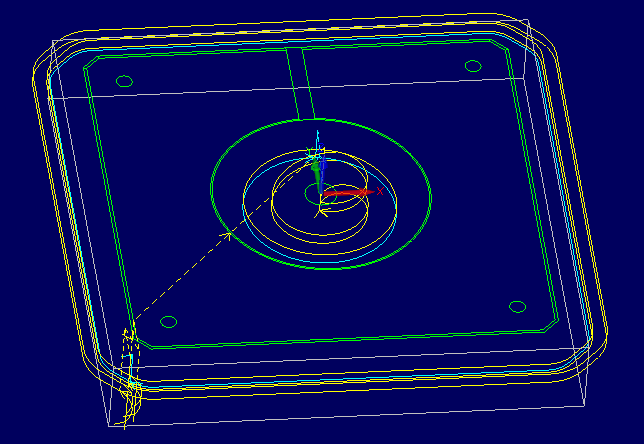
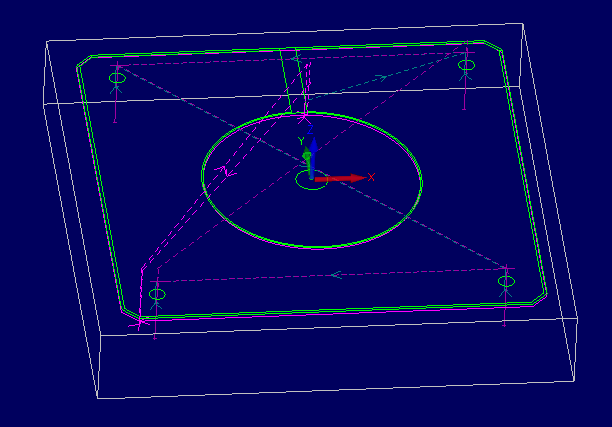
Desbaste en escuadra
El primero de ellos es un desbaste en escuadra. Se trata de un desbaste realizado con una fresa integral de 4 labios con un diámetro de 20 mm. Con esta misma herramienta también realizaremos el desbaste de la cajera circular central. En ambos dejaremos un milímetro de exceso de material para poder realizar una segunda pasada de acabado con otra herramienta de diámetro 20 mm para acabados. En la imagen, las líneas amarillas son la trayectoria de la herramienta de desbaste, mientras que las líneas azul celeste son las pasadas de acabado.
Realizar los chaflanes del contorno
Ahora seguimos con las operaciones de chaflanado de contornos que hacemos con la herramienta nº3 y con la operación de taladrado.
Post procesado
Después de realizar los mecanizados en Alphacam, vamos a realizar el post procesado para traducirlo a un código entendible para un control FAGOR 8055M. Una vez obtengamos el código lo probaremos en el simulador de mecanizados para ver si se realiza correctamente el mecanizado de la pieza.
 Cargando…
Cargando…
Después de realizar los mecanizados en Alphacam, vamos a realizar el post procesado para traducirlo a un código entendible para un control FAGOR 8055M. Una vez obtengamos el código lo probaremos en el simulador de mecanizados para ver si se realiza correctamente el mecanizado de la pieza.
En el archivo del postprocesado se puede ver que tenemos información de las diferentes operaciones. Nos dice el tiempo de mecanizado empleado por cada herramienta, el tipo de herramienta, la distancia lineal que recorre la herramienta en los avances de mecanizado y los tiempos de cambio de herramientas.
Esta información en bastante útil, sobre todo para optimizar procesos y realizar cálculo de costes. Está en nuestras manos el poder aprovechar todo su potencial.
Como resultado de todos estos pasos que he ido haciendo os dejo un vídeo con el mecanizado de la pieza. En él se pueden diferenciar las diferentes operaciones que hemos estado viendo.
Lo que se puede mejorar…
Antes de mostrarlo os comento unos temas. En el mecanizado del vídeo hay detalles a mejorar. Lo he hecho expresamente para así poder mostrarlo con más claridad. Una de las cosas a mejorar es, por ejemplo, la estructura del programa, es decir, primero se debe realizar todo el desbaste y después el acabado. De esta manera ahorramos cambios innecesarios de herramienta. Es sentido común, pero se tiene que tener en cuenta.
Otro detalle a mejorar es la ubicación de las herramientas en el almacén de la máquina. En el ejemplo las he puesto alejadas unas de otras. Si lo hacemos así provocamos pérdida de tiempo cuando realizamos el cambio y provocamos un desgaste innecesario en el conjunto mecánico del almacén de herramientas. Por lo tanto, siempre es mucho mejor que las herramientas estén lo más juntas posibles. Quizás a veces, en alguna situación excepcional, por geometría de la herramienta, no podamos ponerlas juntas, en ese caso, la alternamos dejando un espacio sin herramienta.
En el mecanizado hay más situaciones mejorables. Una de ellas es la entrada en la cajera circular central de la herramienta nº3. Entra perpendicular al cuadrante y entrando de esa forma, lo más probable es que haya dejado una marca en la entrada. Se debería haber entrado de forma tangencial.
En la operación de taladrado, es importante que antes de realizar un taladro, en la pieza, haya un mecanizado de punteado allí donde va el agujero. De esta manera la broca entrará más guiada y con un corte mucho más limpio. Si no lo realizamos se corre el riesgo de que se nos rompa la broca, sobre todo si es de diámetro pequeño.
Hay algún error más en la estrategia de mecanizado. Eso habrá que solventarlo en el programa CAM que utilizemos. Como podéis ver, el ejemplo es bastante mejorable, pero lo he querido hacer así para que los fallos se vean más, y de esta manera detectarlos con claridad. Así los tendremos más en cuenta para posteriores programaciones y mecanizados.
Y ahora sí, el vídeo.