Parámetros de ciclo de taladrado genérico
Con G203 se realiza un taladrado común. Tiene muchas semejanzas con el ciclo G200. Los parámetros que utiliza son los que se detallan a continuación:
Parámetros G203
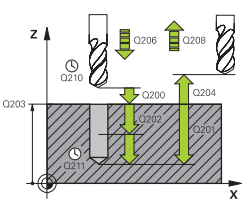
Q200: Distancia de seguridad. Es la distancia existente entre la punta de la herramienta y la superfície de la pieza.
Q201: Profundidad del taladro.
Q206: Avance de la herramienta en el taladrado. Se expresa en mm/min.
Q202: Profundidad de pasada.
Q210: Tiempo en segundos que espera la herramienta a la distancia de seguridad.
Q203: Coordenada de la superfície de la pieza. Valor en cotas absolutas.
Q204: Distancia de seguridad.
Q211: Tiempo de espera de la herramienta en el fondo del taladro. Se expresa en segundos.
Q212: Es el valor según el cual el control reduce Q202 MAX. PROF. PASADA después de cada aproximación.El signo del valor debe ser positivo.
Q213: Número de roturas de viruta después de las cuales el control retira la herramienta del taladro. Para el arranque de viruta el control retira la herramienta según el valor de retroceso de Q256. El signo del valor debe ser positivo.
Q205: Si se ha programado Q212 VALOR DECREMENTO, el control limita la aproximación al valor que pongamos en este parámetro. El signo del valor debe ser positivo.
Q208: Es la velocidad de desplazamiento de la herramienta al retirarse del taladro en mm/ min. Si se introduce 0, el control hace retirar la herramienta con avance Q206. El signo del valor debe ser positivo.
Q256: Valor según el cual el control retira la herramienta en la rotura de viruta. El signo del valor debe ser positivo.
Q395: Determina si la profundidad introducida es en referencia a la punta de la broca o a su parte cilíndrica. Puede adoptar los valores 0 y 1.
0 = Profundidad referida a la punta de la herramienta.
1 = Profundidad referida a la parte cilíndrica de la herramienta.
Ejemplo de programación
Ahora se adjunta un pequeño trozo de programa donde se puede apreciar la programación de este ciclo. Como ya se ha señalado más arriba, es un ciclo muy parecido a G200. A continuación el código.
...
N110 G203 TALADRADO GENERICO
Q200=1 ;Distancia de seguridad.
Q201=-11.5 ;Profundidad.
Q206=127.5 ;Avance al profundizar.
Q202=6 ;Valor de incremento en la pasada.
Q210=0 ;Tiempo de espera.
Q203=-7.5 ;Coordenadas de la superfície de la pieza.
Q204=10.5 ;Segunda distancia de seguridad.
Q212=+0 ;Valor de decremento.
Q213=99 ;Número de roturas de viruta.
Q205=1 ;Paso mínimo.
Q211=0 ;Tiempo de espera en el fondo.
Q208=1000 ;Velocidad de retirada.
Q256=0.2 ;Distancia de retirada en la rotura de viruta.
N120 T6 G17 S850
N130 G00 Z+100 M6
N140 G00 M3
N150 G00 Z+3 M99
N270 G00 M9
Para finalizar se adjunta el plano de la pieza y el vídeo que realiza el achaflanado del agujero y seguidamente utiliza este ciclo G203 para realizar el taladro.
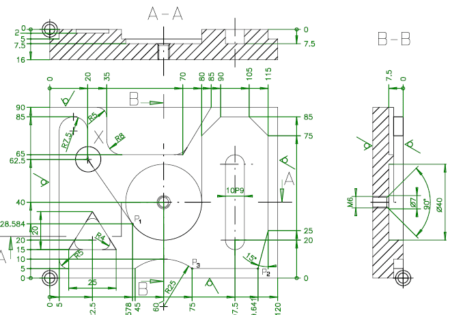
Taladrado de agujero roscado en X60 Y40