Ejemplos G02 y G03 en centros de mecanizado
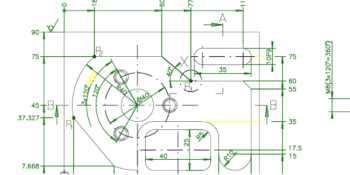
EJEMPLOS DE FUNCIONES G02 y G03 EN CENTRO DE MECANIZADO - Control SINUMERIK 840 D Ejemplo 1 En este primer ejemplo se adjunta el plano de una pieza. La pieza tiene dos interpolaciones circulares. En el programa he utilizado el formato X_ Y_ I_ J_ en la línea 55 del programa y el X_ Y_ R_ en la número 65. Así podréis comprobar que indicando el valor del radio también se pueden mecanizar interpolaciones circulares. N10 T1 M6 G00 G90 G17 X-20 Y-20 Z50 N10 S450 M03 F50 D1 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 X0 Y0 M08 N40 G01 X60 Y0 N45 G01 X85 Y30 N50 G01 X85 Y50 N55 G03 X70 Y65 I-15 J0 ;Interpolación circular a izquierdas utilizando parámetros I y J N60 G01 X45 Y65 N65 G02 X30 Y50 R15 ;Interpolación circular a derechas utilizando el radio R N70 G01 X10 Y50 N75 G01 X0 Y0 N80 G40 X-20 Y-20 N85 G00 Z50 M09 N90 Y100 N95 M30 A continuación la simulación del programa para ver el mecanizado de la figura. [anuncio_b30 id=1] para control SINUMERIK 840D Ejemplo 2 En este ejemplo podréis apreciar la forma de la pieza en el trozo de plano adjunto. Hay varios mecanizados con interpolaciones circulares tanto a derechas como a izquierdas. Es muy interesante que calculéis vosotros mismos los puntos…